采用無掃描和掃描真空電子束焊接對CuCrZr合金和304不銹鋼進行連接,研究了焊接速度(10��,20���,30 mm/s����,匹配的焊接束流分別為18��,25,36 mA)����、掃描幅值(0.5,1.0�����,1.5 mm)及電子束向CuCrZr合金側偏移距離(電子束偏移量���,0.2�����,0.4��,0.6 mm)等工藝參數對接頭顯微組織和力學性能的影響。
結果表明:在電子束偏移量為0�、無掃描條件下�����,不同焊接速度下焊縫中均存在裂紋�����,隨著焊接速度的增加��,裂紋更加明顯,接頭的抗拉強度和斷后伸長率均降低����;10 mm/s焊接速度下接頭的抗拉強度和斷后伸長率分別為385 MPa和4.56%����。
在電子束偏移量為0、焊接速度為10 mm/s條件下���,不同掃描幅值下焊縫中均存在裂紋,隨著掃描幅值增加�,CuCrZr合金側焊縫形成的凹陷越明顯���,接頭的拉伸性能降低���,0.5 mm掃描幅值下接頭的抗拉強度為350 MPa����,斷后伸長率為2.37%。
在電子束偏移量為0�,掃描幅值固定為0.5 mm條件下�,增加焊接速度至20,30 mm/s后�����,焊縫中均未產生裂紋,接頭的抗拉強度和斷后伸長率最高可達364 MPa和5.40%����。
在焊接速度為10 mm/s、無掃描條件下�,不同電子束偏移量下焊縫中均未出現裂紋����;當電子束偏移量為0.2 mm時,焊縫組織混合均勻��,接頭抗拉強度達到324 MPa���,斷后伸長率為5.51%�����,隨著電子束偏移量的增加,焊縫中銅相增多�,接頭的拉伸性能降低�。
01����、研究背景
異種材料復合構件具有可實現不同材料優(yōu)勢互補以及可節(jié)約貴重金屬來降低生產成本等特有的工程優(yōu)勢��,在核電領域對結構性能要求嚴格的設備中得到廣泛應用。鋼和銅作為常見的結構材料�����,在現代制造工業(yè)中占據很大的應用比例。鋼/銅復合結構在節(jié)約材料��、合理利用資源、提高產品性能和延長產品使用壽命等方面起到非常重要的作用����,被廣泛應用于核電設備中的熱交換器中��。
目前���,有關鋼/銅焊接的研究主要集中在擴散焊���、摩擦焊�、爆炸焊����、高能束焊等方法上����,這些方法獲得的鋼/銅焊接接頭中均存在熔合不良、氣孔����、微裂紋等缺陷����;氣孔�����、熔合不良等缺陷主要源于大氣中氣體卷入熔池或界面氧化物殘留�����。在真空中進行電子束焊接可大大避免母材的污染及氧化���,有效防止焊接缺陷的產生。目前��,有關銅/鋼異種材料真空電子束焊接工藝的研究已取得了一些進展���,電子束偏移量是銅/鋼焊接的核心工藝參數���。目前,有關電子束偏移量的研究主要集中在電子束偏移鋼側的距離對接頭性能的影響��,而電子束偏移銅側的研究還不夠全面��;焊接速度和掃描幅值會影響電子束偏移銅側條件下所獲得接頭的組織和性能��。
作者采用真空電子束焊接工藝對CuCrZr合金和304不銹鋼進行連接����,研究了焊接速度�、掃描幅值及電子束偏移CuCrZr合金側距離對接頭顯微組織和力學性能的影響,以期為獲得理想的電子束焊接銅/鋼異種接頭提供試驗參考����。
02��、研究亮點
1 試樣制備與試驗方法
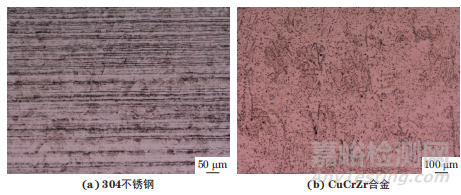
本章節(jié)介紹了試樣制備與試驗方法����。母材為304不銹鋼和CuCrZr合金����,分別經過線切割���、打磨��、清洗和烘干處理�。采用真空電子束焊機進行對接焊接�,電子束可偏移至CuCrZr側����。制備金相試樣進行組織觀察�����,使用特定腐蝕劑分別處理兩側材料��。采用顯微硬度計測試硬度,并按國家標準制備拉伸試樣進行室溫拉伸試驗。
304不銹鋼與CuCrZr合金的顯微組織
2 試驗結果與討論
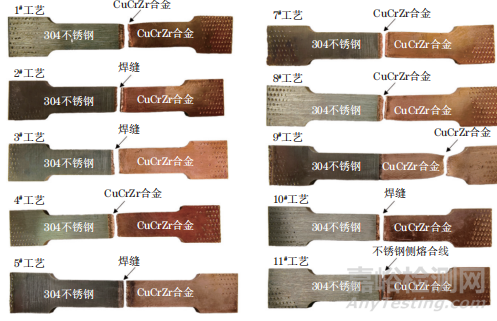
本章節(jié)重點分析了不同電子束焊接工藝參數對304不銹鋼/CuCrZr合金接頭組織與性能的影響���。主要內容包括:
1)無掃描焊接工藝(1#-3#工藝)中,熱輸入降低導致焊縫寬度變窄���、裂紋增多且位置偏移��,304不銹鋼熔化量更多��;
2)掃描焊接工藝(4#-6#工藝)中���,掃描幅值增大會導致焊縫熔寬增加但成形質量下降,CuCrZr側凹陷加劇����,甚至出現未熔透缺陷����;
3)優(yōu)化工藝(7#-8#工藝)通過提高焊接速度和束流��,實現了無裂紋、組織均勻的良好焊縫���;
4)電子束偏移工藝(9#-11#工藝)表明����,適量偏移可改善組織均勻性�����,但過度偏移會導致釬焊界面和熔合不良�����;
5)焊縫硬度主要受不銹鋼含量影響,且隨熱輸入降低或掃描幅值增加而下降����;
6)拉伸性能分析顯示�,斷裂位置和性能與工藝參數密切相關����,優(yōu)化工藝可獲得接近母材的力學性能�����。
1#工藝��、2#工藝和 3#工藝下接頭表面的宏觀形貌
不同工藝下接頭的拉伸斷裂形貌
03�、結 論
(1)在電子束偏移量均為0�����、無掃描條件下��,10�����,20���,30 mm·s−1焊接速度下焊縫中均存在裂紋�����,并且隨著焊接速度的增加��,熱輸入降低�����,裂紋更加明顯����,焊縫硬度以及接頭的抗拉強度和斷后伸長率均降低���。10 mm·s−1焊接速度下焊接接頭兼具高強度和一定塑性�����,抗拉強度和斷后伸長率分別為385 MPa和4.56%��。
(2)在電子束偏移量均為0��、焊接速度為10 mm·s−1條件下����,0.5,1.0���,1.5 mm掃描幅值下焊縫中均存在裂紋����,隨著掃描振幅的增加��,CuCrZr合金側焊縫處形成的凹陷變明顯���,1.5 mm掃描幅值下焊縫中出現未熔合缺陷。隨著掃描幅值的增加����,焊縫的硬度和接頭的拉伸性能均降低,0.5 mm掃描幅值下接頭的抗拉強度達到350 MPa���,斷后伸長率為2.37%�。在掃描幅值固定為0.5 mm條件下����,隨著焊接速度增加至20,30 mm·s−1���,焊縫中均未產生裂紋��,焊縫成形良好��,接頭的抗拉強度最高達到360 MPa以上��。
(3)在焊接速度為10 mm·s−1���、無掃描條件下��,電子束向CuCrZr合金側偏移量為0.2����,0.4���,0.6 mm時焊縫中均不存在裂紋���。電子束偏移量為0.2 mm下,焊縫組織混合均勻���,隨著電子束偏移量增加��,焊縫中銅相增多��,焊縫的硬度和接頭的拉伸性能均降低�����。當電子束偏移量為0.2 mm時����,接頭抗拉強度達到324 MPa�����,斷后伸長率為5.51%�,接頭發(fā)生韌性斷裂�。電子束偏移量為0.6 mm時,304不銹鋼側形成釬焊接頭����,界面熔合不良,接頭的抗拉強度僅為89 MPa���。