先進(jìn)航空發(fā)動(dòng)機(jī)在高推重比、可靠性����、壽命及經(jīng)濟(jì)性等方面的追求,帶來了嚴(yán)苛且矛盾的指標(biāo),這使得其關(guān)鍵重要件需兼具復(fù)雜構(gòu)型與輕質(zhì)高效的特性�����。該類高性能發(fā)動(dòng)機(jī)的研發(fā)�����,目前是我國航空工業(yè)發(fā)展的一大制約。而大規(guī)模采用復(fù)合材料是實(shí)現(xiàn)減重和高效能的關(guān)鍵途徑����。
復(fù)合材料成型過程中很容易產(chǎn)生缺陷,與金屬材料相比�����,復(fù)合材料缺陷具有跨尺度(納米至毫米)����、多形態(tài)(孔隙�、裂紋�����、分層等)���、關(guān)聯(lián)性(如孔隙誘發(fā)裂紋擴(kuò)展)等特點(diǎn)�����,這使得其檢測與評(píng)價(jià)難度顯著增加���。如何快速��、準(zhǔn)確地實(shí)現(xiàn)復(fù)合材料的無損檢測與評(píng)估,是當(dāng)前檢測技術(shù)領(lǐng)域的研究熱點(diǎn)���。
當(dāng)前的無損檢測方法多種多樣���,檢測的精度和分辨率也不同,例如射線�、工業(yè)CT�����、超聲�����、滲透��、紅外熱成像等。接觸式超聲作為一種近表面無損檢測方法�����,近年在復(fù)合材料構(gòu)件結(jié)構(gòu)�、缺陷�����、損傷檢測與評(píng)估方面有可喜的技術(shù)進(jìn)展�����,但是分辨率仍然相對(duì)較低�����,而且需要耦合劑����。非接觸式的空氣耦合超聲�����、激光超聲等對(duì)于各向異性�����、多材質(zhì)�、內(nèi)含正?��?紫兜冉Y(jié)構(gòu)、表面粗糙度較大的復(fù)合材料構(gòu)件����,以及進(jìn)一步考慮到耐高溫復(fù)合材料構(gòu)件結(jié)構(gòu)的曲面曲率、內(nèi)腔�����、小孔等特征��,要達(dá)到高精度檢測是非常困難的����。
作為非接觸式無損檢測方法���,基于X射線的工業(yè)CT在復(fù)合材料構(gòu)件制造缺陷檢測方面從理論上就表現(xiàn)出獨(dú)特優(yōu)勢,近年來特別關(guān)注微小結(jié)構(gòu)及缺陷檢測的顯微CT技術(shù)發(fā)展迅速,對(duì)于某些特殊復(fù)合材料構(gòu)件缺陷檢測取得了顯著的研究進(jìn)展和部分實(shí)際應(yīng)用�����,但對(duì)于較大尺寸的構(gòu)件�,目前的缺陷檢測方法尚不成熟�����。
現(xiàn)有研究雖證實(shí)CT無損檢測在缺陷識(shí)別中的有效性��,但存在核心技術(shù)挑戰(zhàn):一是缺乏復(fù)合材料全生命周期中裂紋、分層�����、夾雜等缺陷的統(tǒng)一評(píng)判標(biāo)準(zhǔn);二是跨尺度�����、多形態(tài)缺陷的精準(zhǔn)表征與智能識(shí)別仍存技術(shù)壁壘。
為此�����,西北工業(yè)大學(xué)的研究人員面向航空發(fā)動(dòng)機(jī)復(fù)合材料全生命周期質(zhì)量控制的CT檢測技術(shù)融合應(yīng)用與智能演化趨勢����,針對(duì)航空發(fā)動(dòng)機(jī)中樹脂基�����、金屬基����、陶瓷基和碳基復(fù)合材料構(gòu)件����,聚焦航空發(fā)動(dòng)機(jī)復(fù)合材料的“技術(shù)-缺陷-性能”CT檢測新方法,將檢測技術(shù)與材料特性、工藝過程����、性能評(píng)估乃至智能化發(fā)展趨勢相結(jié)合,旨在為行業(yè)提供“基體適配-技術(shù)選型-標(biāo)準(zhǔn)制定”的系統(tǒng)性參考。
1復(fù)合材料構(gòu)件及典型缺陷
圖1展示了NASAN+3發(fā)動(dòng)機(jī)中先進(jìn)材料的應(yīng)用場景:例如風(fēng)扇葉片、機(jī)匣等低溫部件采用樹脂基復(fù)合材料(PMC)或金屬基復(fù)合材料(MMC),火焰筒、渦輪導(dǎo)葉等高溫部件則使用陶瓷基復(fù)合材料(CMC)。
圖1 不同復(fù)合材料構(gòu)件在先進(jìn)航空發(fā)動(dòng)機(jī)中的相關(guān)應(yīng)用
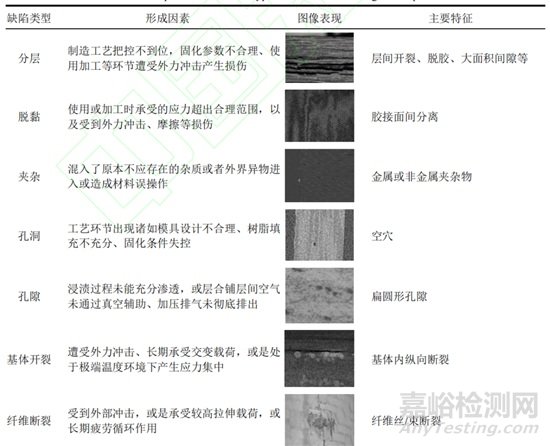
復(fù)合材料損傷不僅類型多樣�、情況復(fù)雜,還常出現(xiàn)多種損傷混雜的現(xiàn)象,這使得其檢測與評(píng)價(jià)均比金屬材料損傷更具難度�。表1呈現(xiàn)了航空發(fā)動(dòng)機(jī)復(fù)合材料的部分內(nèi)部缺陷相關(guān)比較��,包括缺陷的種類����、成因和特征����。
表1 航空發(fā)動(dòng)機(jī)復(fù)合材料不同種類缺陷比較
2復(fù)合材料CT檢測流程及優(yōu)勢
1復(fù)合材料構(gòu)件工業(yè)CT檢測優(yōu)勢
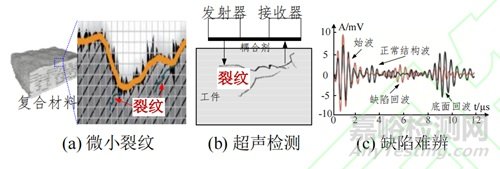
復(fù)合材料缺陷的高效精準(zhǔn)檢測需滿足高分辨率����、快速識(shí)別的要求���。常規(guī)的超聲檢測對(duì)構(gòu)件中的氣孔、夾雜、裂紋、分層等內(nèi)部缺陷及其類型識(shí)別不足,復(fù)合材料超聲檢測存在難度��。
圖2直觀呈現(xiàn)超聲檢測在復(fù)材缺陷識(shí)別中的局限性����,回波信號(hào)的電壓幅值A(chǔ)隨超聲波傳播時(shí)間t呈現(xiàn)波動(dòng)變化,但受雜波干擾����,裂紋回波特征被掩蓋導(dǎo)致未被識(shí)別�����。
圖2 超聲檢測對(duì)復(fù)合材料內(nèi)部缺陷識(shí)別不足
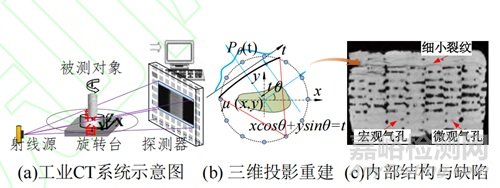
工業(yè)CT適用于金屬�、非金屬各向同性/各向異性/多層復(fù)合等各種材質(zhì),以及復(fù)雜外形/復(fù)雜內(nèi)腔/小孔/嵌套/點(diǎn)陣等構(gòu)件對(duì)象���,可以滿足復(fù)合材料構(gòu)件缺陷的高效精準(zhǔn)非接觸無損檢測需求�����,如圖3所示�����,工業(yè)CT是復(fù)合材料構(gòu)件缺陷無損檢測的重要技術(shù)手段,利用三維投影重建原理識(shí)別細(xì)小裂紋����、氣孔等缺陷����。
圖3 工業(yè)CT系統(tǒng)的組成示意圖
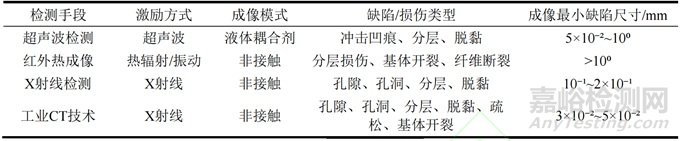
表2、表3整合了常用無損檢測方法對(duì)比�,清晰顯示工業(yè)CT在微小缺陷定位(0.03~0.05 mm)��、復(fù)雜結(jié)構(gòu)適應(yīng)性(各向異性、多孔材料)等方面的獨(dú)特優(yōu)勢�����,但其設(shè)備成本高�、大尺寸構(gòu)件掃描效率低的問題仍需突破。
表2 常用的內(nèi)部缺陷無損檢測方法對(duì)比
表3 不同成像檢測技術(shù)的性能
2復(fù)合材料構(gòu)件缺陷CT檢測流程
工業(yè)CT檢測流程包括CT掃描成像���、切片圖像重建、缺陷特征分割、參數(shù)計(jì)算與評(píng)定四個(gè)核心環(huán)節(jié)�����,如圖4所示�����。以上環(huán)節(jié)相互關(guān)聯(lián)��,形成了完整的CT無損檢測流程,通過合理的掃描成像�����、圖像重建����、特征分割與評(píng)定,有效地識(shí)別和分析復(fù)合材料內(nèi)部的缺陷��,為復(fù)合材料性能評(píng)估和工藝優(yōu)化提供重要依據(jù)�����。
圖4 基于工業(yè)CT掃描的復(fù)合材料缺陷特征獲取
與傳統(tǒng)2D檢測相比,CT通過三維重建實(shí)現(xiàn)缺陷的空間定位與量化分析(如孔隙率、裂紋擴(kuò)展路徑)���,為工藝優(yōu)化提供更全面的數(shù)據(jù)支持。但缺陷分割環(huán)節(jié)仍依賴人工或傳統(tǒng)算法,對(duì)低對(duì)比度�����、微小缺陷的識(shí)別精度不足�����,需引入深度學(xué)習(xí)技術(shù)提升自動(dòng)化水平�����。
3復(fù)合材料檢測常用CT技術(shù)類型
復(fù)合材料因其各向異性�����、多層次結(jié)構(gòu)與復(fù)雜損傷機(jī)制�,其內(nèi)部缺陷(如孔隙�����、裂紋�����、纖維斷裂、界面脫黏���、分層等)的精確檢測與定量表征對(duì)CT技術(shù)提出了多樣化的需求��。
選擇最適宜的CT檢測技術(shù)����,是一個(gè)基于檢測目標(biāo)的系統(tǒng)決策過程����。其核心邏輯在于明確“材料-缺陷-目標(biāo)”的三元關(guān)系:首先�����,界定待測構(gòu)件的基體材料(如樹脂基、金屬基或陶瓷基復(fù)合材料)與增強(qiáng)體特性����;其次,鎖定關(guān)鍵缺陷的類型�����、尺度與可能分布;最終�����,明確檢測的具體目標(biāo)����。
例如�����,中國航發(fā)聚焦SiC/SiC復(fù)合材料工業(yè)CT快速檢測技術(shù)的工程化應(yīng)用,通過具體研究案例����,驗(yàn)證了Micro-CT輔助數(shù)值仿真的實(shí)用性。
武漢理工大學(xué)圍繞織物增強(qiáng)復(fù)合材料Micro-CT輔助數(shù)值仿真技術(shù)展開研究����,利用Micro-CT無損成像獲取材料內(nèi)部三維結(jié)構(gòu)信息�����,構(gòu)建更具代表性的數(shù)值模型��,進(jìn)而實(shí)現(xiàn)成型工藝與力學(xué)性能的高精度仿真�,填補(bǔ)了“理想化模型”與“真實(shí)材料結(jié)構(gòu)”間的差距�����。
華中科技大學(xué)針對(duì)熔融沉積工藝制備的復(fù)合材料存在內(nèi)部缺陷多���、纖維浸漬不良�����、層間結(jié)合弱等問題����,基于上海同步輻射光源實(shí)現(xiàn)微米級(jí)CT成像��,動(dòng)態(tài)追蹤拉伸過程中缺陷演化����,分析了拉伸/彎曲過程中碳纖維/樹脂界面和層間的失效模式及機(jī)制��。
上海交通大學(xué)針對(duì)陶瓷基微型復(fù)合材料在高溫結(jié)構(gòu)部件中的應(yīng)用需求,量化分析其內(nèi)部損傷演化過程�����,并建立數(shù)據(jù)驅(qū)動(dòng)的力學(xué)模型���。結(jié)合4D原位X射線微CT技術(shù)、深度學(xué)習(xí)圖像分割�����、數(shù)字體積相關(guān)分析和CT數(shù)據(jù)驅(qū)動(dòng)的剪切滯后模型,實(shí)現(xiàn)從微觀損傷到宏觀力學(xué)響應(yīng)的全鏈條研究���。
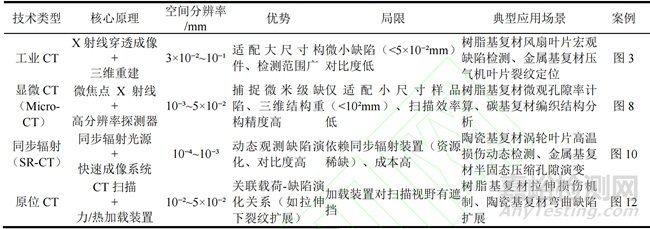
為系統(tǒng)展示不同CT技術(shù)的特性與適用范圍���,表4從核心技術(shù)原理���、空間分辨率、優(yōu)勢�����、局限性、典型應(yīng)用場景及案例等維度���,對(duì)工業(yè)CT���、顯微CT(Micro-CT)��、同步輻射CT(SR-CT)與原位CT技術(shù)進(jìn)行了對(duì)比�����,量化技術(shù)差異����,為復(fù)合材料研究與工程應(yīng)用中的CT技術(shù)類型提供決策依據(jù)。
表4 CT技術(shù)類型分類比較
3復(fù)合材料缺陷/損傷CT檢測技術(shù)
目前��,樹脂基�、金屬基�����、陶瓷基及碳基復(fù)合材料憑借優(yōu)異的低溫性能�����,已成為航空發(fā)動(dòng)機(jī)風(fēng)扇�、壓氣機(jī)等部件的潛在選用材料�,但各基體復(fù)合材料表現(xiàn)出不同缺陷�����。表5中列出了不同基體復(fù)合材料特點(diǎn)及缺陷表現(xiàn)形式。
表5 不同基體復(fù)合材料特點(diǎn)及缺陷表現(xiàn)
1PMC缺陷CT檢測
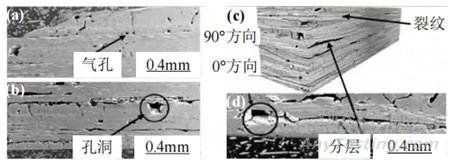
PMC在發(fā)動(dòng)機(jī)冷端部件中應(yīng)用廣泛�����,但在使用過程中容易出現(xiàn)孔隙����、分層���、纖維屈曲等各類缺陷,圖5給出了PMC中不同缺陷的尺度分布�,明確PMC缺陷的跨尺度特性:微觀尺度(10−6∼10−3 mm)以樹脂孔洞、纖維-樹脂界面缺陷為主,需Micro-CT實(shí)現(xiàn)檢測����;細(xì)觀尺度(10−3∼10−1 mm)包含纖維斷裂����、界面脫黏�,需工業(yè)CT結(jié)合高對(duì)比度重建算法;宏觀尺度(>10−1 mm)以分層����、大面積疏松為主�����。圖6給出了PMC中部分缺陷的形態(tài)���。
圖5 PMC中缺陷類型及與尺度
圖6 PMC中的缺陷表現(xiàn)
對(duì)于PMC構(gòu)件而言,利用工業(yè)CT技術(shù)對(duì)PMC制品進(jìn)行檢測和分析�����,能夠?qū)MC中的雜質(zhì)、氣孔等缺陷做出精確性較高的靈敏度檢測���。研究者采用不同的CT技術(shù)對(duì)PMC進(jìn)行內(nèi)部缺陷和結(jié)構(gòu)分析�����。
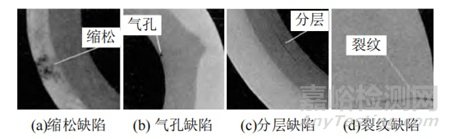
中國兵器53所利用工業(yè)CT有效地檢測出復(fù)合材料內(nèi)部缺陷(如圖7所示,含夾雜���、氣孔����、分層、裂紋�����、疏松等典型類型),并且精確地測定缺陷的幾何尺寸�����、位置����。同時(shí)�����,利用X射線錐束CT成像檢測模擬分層缺陷�����,不僅具備檢測效率高、圖像質(zhì)量優(yōu)�����、缺陷尺寸測量誤差小的特點(diǎn)���,還能用于探究碳纖維PMC構(gòu)件內(nèi)部分層缺陷與工藝參數(shù)的關(guān)系����。
圖7 樹脂基復(fù)合材料夾雜、氣孔等缺陷的CT檢測
華東理工大學(xué)借助CT原位拉伸裝置���,對(duì)拉伸過程中纖維增強(qiáng)納米孔PMC的微觀結(jié)構(gòu)變化進(jìn)行了表征���。研究發(fā)現(xiàn)���,纖維布的加入顯著提升了復(fù)合材料的力學(xué)性能�����,且微裂紋最先出現(xiàn)在針刺區(qū)域邊緣的樹脂基體中���。
Micro-CT具有較高的空間分辨率���,能夠捕捉到微米級(jí)別的細(xì)節(jié)�����,非常適合用于檢測小型缺陷和復(fù)雜內(nèi)部結(jié)構(gòu)。在PMC的研究與開發(fā)過程中�����,Micro-CT能夠助力研究人員掌握材料的微觀結(jié)構(gòu)及缺陷形成機(jī)理。
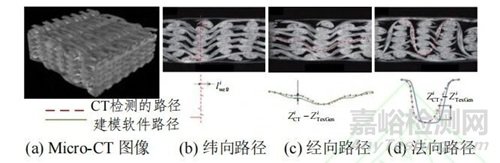
天津工業(yè)大學(xué)借助Micro-CT技術(shù)重構(gòu)復(fù)合材料預(yù)制件的完整纖維結(jié)構(gòu)����,探究緯紗密度與厚度對(duì)纖維排布的影響����,如圖8所示���。從Micro-CT圖像可見��,預(yù)制件內(nèi)部紗線的交織結(jié)構(gòu)清晰可辨����;通過緯向�����、經(jīng)向與法向路徑的對(duì)比�����,結(jié)合路徑偏差公式計(jì)算發(fā)現(xiàn)�,實(shí)際紗線的空間路徑與建模軟件設(shè)計(jì)路徑的偏差交大���,Micro-CT可精準(zhǔn)捕捉預(yù)制件工藝偏差,為優(yōu)化編織參數(shù)���、減少纖維褶皺缺陷提供關(guān)鍵依據(jù)。
圖8 復(fù)合材料試樣Micro-CT路徑檢測分析
北京理工大學(xué)團(tuán)隊(duì)通過Micro-CT的跨尺度損傷分析方法�,對(duì)含孔隙缺陷的三維編織復(fù)合材料孔隙特征和拉伸行為進(jìn)行了表征。通過Micro-CT掃描技術(shù)對(duì)復(fù)合材料內(nèi)部孔隙缺陷進(jìn)行檢測與重構(gòu)后�,對(duì)于具有非均質(zhì)孔結(jié)構(gòu)的跨尺度纖維針刺預(yù)制體增強(qiáng)PMC�,研究中從CT數(shù)據(jù)里提取出編織紗的不規(guī)則形態(tài)��,進(jìn)而構(gòu)建了不規(guī)則紗線截面的幾何模型。在RTM數(shù)據(jù)表征的基礎(chǔ)上����,還對(duì)不同載荷下的應(yīng)力-應(yīng)變曲線及損傷斷裂機(jī)制展開研究��。不過���,盡管跨尺度損傷分析法能有效檢測孔隙��,但在識(shí)別小尺寸或復(fù)雜形狀缺陷時(shí)可能存在誤差��,因此孔隙的特征提取和分類或許需要更精細(xì)的算法��。
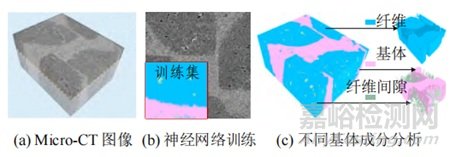
西安交通大學(xué)通過無監(jiān)督機(jī)器學(xué)習(xí)結(jié)合Micro-CT�,實(shí)現(xiàn)PMC纖維�����、基體及孔隙的精準(zhǔn)識(shí)別,圖9呈現(xiàn)了含神經(jīng)網(wǎng)絡(luò)訓(xùn)練流程與基體成分分析結(jié)果�����。該方法通過實(shí)驗(yàn)數(shù)據(jù)進(jìn)行驗(yàn)證,對(duì)復(fù)合材料構(gòu)件內(nèi)部的纖維�、基體及孔隙率進(jìn)行了測定�,并探究了孔隙率與模量及強(qiáng)度相對(duì)降低量之間的關(guān)系���。然而�����,跨尺度涉及從納米到毫米的多個(gè)尺度��,如何有效整合不同尺度下的性能數(shù)據(jù)�,構(gòu)建全局模型仍然是一個(gè)挑戰(zhàn)��。
圖9 基于CT的復(fù)合材料基體成分
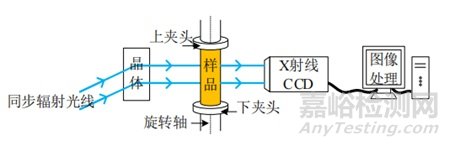
同步輻射CT(SR-CT)技術(shù)成功地實(shí)現(xiàn)了物體內(nèi)部結(jié)構(gòu)演化過程的在線檢測�����,從而為從微結(jié)構(gòu)角度揭示物體或材料的屬性提供了強(qiáng)有力的手段,同時(shí)也為物體或材料各種屬性模型的建立或修正提供了直接依據(jù)����。
圖10展示了SR-CT技術(shù)實(shí)驗(yàn)裝置示意圖�����。
圖10 SR-CT實(shí)驗(yàn)裝置示意圖
由于SR-CT成像技術(shù)能夠?qū)ξ矬w內(nèi)部結(jié)構(gòu)演化過程實(shí)現(xiàn)在線檢測,因此不少研究將其用于PMC的破壞實(shí)驗(yàn)��,觀察材料內(nèi)部破壞演化過程。中國科學(xué)技術(shù)大學(xué)將SR-CT技術(shù)用于復(fù)合材料動(dòng)態(tài)破壞過程的觀察試驗(yàn),首次得到了亞微米分辨率下的短纖維PMC動(dòng)態(tài)破壞過程的三維形貌圖像���,驗(yàn)證了試驗(yàn)與理論分析的一致性。
綜上��,工業(yè)CT可有效檢測夾雜�、氣孔等缺陷,但厚壁構(gòu)件中樹脂與纖維的X射線吸收差異小�����,導(dǎo)致微裂紋(<5×10−2 mm)成像對(duì)比度低,成為檢測瓶頸�。
研究表明,結(jié)合 Micro-CT(微米級(jí)分辨率)與同步輻射CT(亞微米級(jí)動(dòng)態(tài)成像)的多尺度融合技術(shù),可實(shí)現(xiàn)從微觀結(jié)構(gòu)到宏觀缺陷的全尺度表征��,為解決厚壁件檢測難題提供新思路���。
2MMC缺陷CT檢測
MMC因高比強(qiáng)度用于壓氣機(jī)葉片等部件��,當(dāng)前常用基體金屬多以鎂、鋁、鈦等為主����,其缺陷主要為裂紋�、夾雜和氣孔。X射線CT技術(shù)有助于檢測MMC增強(qiáng)相以及內(nèi)部氣孔的分布情況��。
哈爾濱工業(yè)大學(xué)運(yùn)用顯微CT技術(shù)����,對(duì)SiC顆粒增強(qiáng)基的偏聚情況及氣孔分布進(jìn)行了檢測,且成功辨別出密度相差77%的鎂基體與SiC增強(qiáng)相�����,為復(fù)合材料的制備及評(píng)價(jià)提供了實(shí)用的方式方法。
北京航材院對(duì)SiC顆粒增強(qiáng)鋁基復(fù)合材料存在的缺陷開展了工業(yè)CT檢測試驗(yàn),圖11中對(duì)比分析了缺陷實(shí)際尺寸與不同無損檢測方法定量結(jié)果的差異,認(rèn)為工業(yè)CT的結(jié)果更接近缺陷真實(shí)尺寸。
圖11 SiCp/Al試樣典型缺陷的尺寸測量結(jié)果
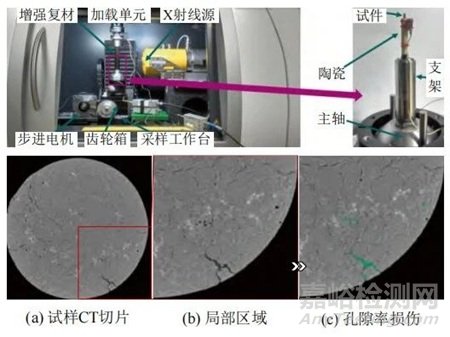
雖然CT可分辨密度差較大的增強(qiáng)相(如SiC顆粒與鎂基體),但多相材料(如鋁基與納米顆粒增強(qiáng)相)的低對(duì)比度易導(dǎo)致微孔隙漏檢�����。通過原位CT加載試驗(yàn)結(jié)合灰度值動(dòng)態(tài)分析,可量化孔隙率與載荷的關(guān)聯(lián)規(guī)律,為評(píng)估材料力學(xué)性能退化提供依據(jù)�����,圖12展示工業(yè)CT灰度圖像在缺陷量化中的應(yīng)用�,所得結(jié)果為建立CT檢測-力學(xué)性能關(guān)聯(lián)模型提供直接數(shù)據(jù)���。
圖12 復(fù)合材料原位CT灰度圖像缺陷表征
同樣地����,借助SR-CT成像技術(shù)在線檢測物體內(nèi)部結(jié)構(gòu)演化過程的能力�,哈爾濱工業(yè)大學(xué)運(yùn)用原位快速SR-CT技術(shù),針對(duì)納米顆粒增強(qiáng)的Al-10%Cu復(fù)合材料的壓縮過程開展研究��,同時(shí)結(jié)合CT圖像���,對(duì)變形過程中材料的微觀組織結(jié)構(gòu)進(jìn)行了定量化分析。
大連理工大學(xué)在制備高性能鋅基復(fù)合材料過程中����,借助SR-CT成像技術(shù)研究TiB2顆粒團(tuán)簇,并在CT成像的基礎(chǔ)上改進(jìn)了混合反應(yīng)工藝�,制備高性能的復(fù)合材料。SR-CT技術(shù)雖適合靜態(tài)或變化緩慢的過程�,但在高速?zèng)_擊、爆炸反應(yīng)等快速動(dòng)態(tài)場景中��,時(shí)間分辨率可能難以清晰記錄變化細(xì)節(jié)�����。為此���,研究人員通過分析納米顆粒增強(qiáng)鋁基復(fù)合材料在不同階段微觀組織結(jié)構(gòu)的變形特征,揭示了MMC在半固態(tài)溫度區(qū)間壓縮變形過程中的微孔演變規(guī)律�����,而這得益于他們運(yùn)用快速同步輻射原位四維CT技術(shù)對(duì)該過程進(jìn)行的原位觀察�����。同時(shí)���,利用CT技術(shù)對(duì)獲取的重構(gòu)切片����,定義了一種切片高度l?與應(yīng)變ε的模型來表征變形��,用以獲取組織和孔洞定量化分析���,相關(guān)結(jié)果如圖13所示��。
圖13 不同應(yīng)變壓縮過程CT切片孔洞分布和演變
變形過程中三相結(jié)構(gòu)的演化及孔洞、裂紋的生長情況���,可通過同步輻射原位CT成像得到有效呈現(xiàn)。盡管CT在提升時(shí)間與空間分辨率上已有明顯進(jìn)步��,能實(shí)現(xiàn)四維(時(shí)間加三維)組織演化的原位觀察��,但在檢測部分復(fù)合材料的微小缺陷或結(jié)構(gòu)時(shí)��,仍可能存在不足�����。特別是在檢測較小尺寸的孔隙�����、微裂紋或纖維層析等問題時(shí)�����,分辨率和檢測能力仍需進(jìn)一步提高�。
同時(shí)�,復(fù)合材料通常由多種不同材料組成,它們的X射線吸收率和對(duì)比度可能相似����,使得在CT圖像中難以清晰區(qū)分不同組分�����,都將導(dǎo)致在檢測材料缺陷或異物時(shí)出現(xiàn)困難����。
3CMC缺陷CT檢測
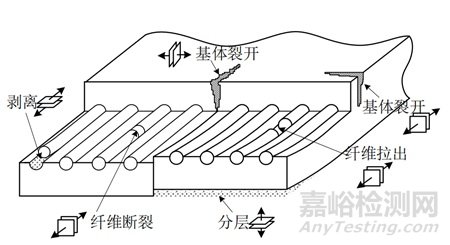
CMC用于高溫部件(燃燒室����、渦輪葉片)�,缺陷以裂紋��、分層��、界面脫黏為主,圖14展示了其典型缺陷��,如何有效通過檢測方法判斷材料內(nèi)部缺陷性質(zhì)是十分迫切的問題�。
圖14 CMC典型缺陷
CT技術(shù)能方便地獲取CMC的內(nèi)部信息�,為孔隙研究帶來便利��。經(jīng)工業(yè)CT對(duì)其內(nèi)部結(jié)構(gòu)的表征可見:孔隙多為微米級(jí)���,在陶瓷基體中隨機(jī)彌散分布��,微裂紋尺寸一般在10−2~10−1 mm之間。
中國航發(fā)沈陽黎明基于微焦點(diǎn)CT系統(tǒng)����,對(duì)薄壁CMC進(jìn)行檢測,獲得了高分辨率的內(nèi)部缺陷圖像。如圖15所示�����,微焦點(diǎn)CT技術(shù)能夠清晰地揭示材料內(nèi)部的多種典型缺陷形貌��。具體而言�,圖15(a)顯示的亮白色點(diǎn)狀或團(tuán)簇狀異物可判定為夾雜���,這類硬質(zhì)夾雜物會(huì)破壞基體的連續(xù)性���,在服役過程中成為應(yīng)力集中點(diǎn),顯著降低材料的疲勞強(qiáng)度并可能誘發(fā)微裂紋��。圖15(b)清晰可見的線性暗色條紋則為裂紋�,裂紋的存在會(huì)直接損害材料的承載能力和斷裂韌性�����,是導(dǎo)致構(gòu)件最終失效的關(guān)鍵風(fēng)險(xiǎn)源��。此外�����,圖15(c)中可能觀察到的纖維束局部不連續(xù)或中斷現(xiàn)象提示了斷絲缺陷��,這將影響纖維增強(qiáng)相的整體傳載能力,削弱復(fù)合材料的強(qiáng)韌化效果��。
圖15 微焦點(diǎn)CT對(duì)CMC缺陷檢測
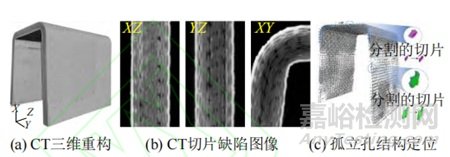
進(jìn)一步地�����,為了在三維空間可視化孔結(jié)構(gòu)�����,燕山大學(xué)采用工業(yè)CT對(duì)異型大尺寸C/SiC復(fù)合材料樣件進(jìn)行檢測����,如圖16所示��,通過三維重構(gòu)獲取樣件整體形狀與內(nèi)部缺陷分布�,結(jié)合二維切片缺陷圖像的分割處理,實(shí)現(xiàn)孤立孔的精準(zhǔn)定位�����。統(tǒng)計(jì)顯示��,樣件孤立孔主要集中在異型結(jié)構(gòu)的曲率突變處,該發(fā)現(xiàn)為異型復(fù)合材料構(gòu)件的模具設(shè)計(jì)優(yōu)化與成型壓力調(diào)整提供了直接數(shù)據(jù)支撐���。
圖16 CT對(duì)異型材料樣件進(jìn)行檢測
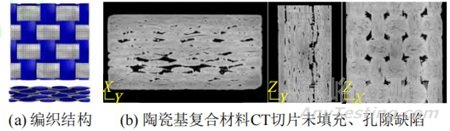
常規(guī)焦點(diǎn)CT的分辨率通常處于毫米級(jí)別��,相比之下����,顯微CT可獲取微米尺度的形態(tài)尺寸數(shù)據(jù)��。圖17展示了顯微CT圖像,可以看出相鄰編織層和纖維束的相交位置之間存在大量未填充區(qū)����,內(nèi)部存在較高孔隙率分布。
圖17 編織SiC/SiC CMC的CT成像
受硬件與重建計(jì)算成本的制約�,當(dāng)前顯微CT技術(shù)僅能對(duì)毫米級(jí)尺寸的樣品開展定量分析。同時(shí)����,較高的檢測成本以及對(duì)輻射防護(hù)措施的高要求,也使得其應(yīng)用范圍受到限制�����。雖然,美國GE公司已經(jīng)在實(shí)驗(yàn)室研究中采用顯微CT技術(shù)對(duì)CMC部件進(jìn)行無損檢測�����,以深入檢查CMC部件的內(nèi)部結(jié)構(gòu),但考慮到實(shí)際生產(chǎn)需求�����,在進(jìn)行規(guī)模批量生產(chǎn)時(shí)將采用更為普通的工業(yè)CT對(duì)顯微CT進(jìn)行代替�����。
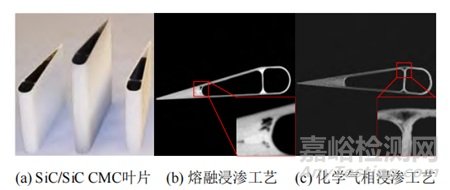
圖18呈現(xiàn)了通過熔融浸滲及化學(xué)氣相浸滲工藝所制備的CMC葉片內(nèi)部缺陷�。對(duì)比熔融浸滲(MI)與化學(xué)氣相浸滲(CVI)兩種工藝制備的CMC葉片缺陷特征可見�,MI工藝葉片僅葉尾存在孤立孔隙,適合工業(yè)CT快速掃描���;CVI工藝葉片的前緣孔隙密集�,且存在微小裂紋�����,需采用Micro-CT局部掃描與工業(yè)CT全局定位結(jié)合的方案�����,避免缺陷遺漏���,為CMC葉片檢測的工藝適配性提供參考��。
圖18 不同工藝下葉片CT圖像
在CMC材料構(gòu)件檢測方面����,中國航天科工集團(tuán)有限公司在CMC材料構(gòu)件檢測方面,已借助工業(yè)CT通過間隙像質(zhì)計(jì)和孔型像質(zhì)計(jì)對(duì)裂紋�����、分層、孔洞�����、夾雜等缺陷進(jìn)行檢測���,形成了CMC無損檢測能力,進(jìn)一步證實(shí)了工業(yè)CT檢測方法的可靠性�����,相關(guān)情況如圖19所示�����。
圖19 C/SiC復(fù)合材料工業(yè)CT檢測像質(zhì)計(jì)
在CMC材料的研究與檢測工作中����,工業(yè)CT的作用十分廣泛����,不僅能夠檢測缺陷、增強(qiáng)體及密度分布情況���,還能為材料構(gòu)件的失效分析提供支持����,幫助觀察復(fù)合材料內(nèi)部的細(xì)微損傷。
多所高校借助相關(guān)技術(shù)開展了具體研究�����。廈門大學(xué)通過微焦點(diǎn)CT分析高溫氧化后材料的涂層�����,探究其對(duì)涂層氧化形貌的分辨能力及涂層在不同環(huán)境下的抗氧化能力�,為該材料氧化失效機(jī)制提供參考。
西北工業(yè)大學(xué)利用工業(yè)CT研究內(nèi)置缺陷試樣的彎曲性能����,檢測材料局部缺陷與位置,對(duì)比兩種預(yù)制體結(jié)構(gòu)噴管的截面密度�����,為噴管結(jié)構(gòu)和工藝改進(jìn)提供依據(jù)�����。
此外,CT技術(shù)在原位試驗(yàn)及三維圖像處理中也有應(yīng)用�����。美國加州大學(xué)等機(jī)構(gòu)觀測了單向SiCf/SiC纖維復(fù)合材料在不同溫度拉伸時(shí)的開裂或斷裂過程��。
上海交通大學(xué)�����、北京理工大學(xué)���、北京結(jié)構(gòu)與環(huán)境工程研究所分別借助X射線CT原位試驗(yàn)、有限元法結(jié)合原位剪切試驗(yàn)等��,研究了不同復(fù)合材料的損傷演化機(jī)理、孔隙缺陷對(duì)力學(xué)性能的影響及損傷分布與拉伸裂紋的關(guān)系���,如圖20所示,驗(yàn)證了X射線CT成像檢測的有效性����。不過,受限于X射線CT設(shè)備資源及試驗(yàn)樣品要求�����,目前該方法在CMC研究中的應(yīng)用仍有限�。
圖20 C/SiC復(fù)合材料疲勞裂紋損傷分布
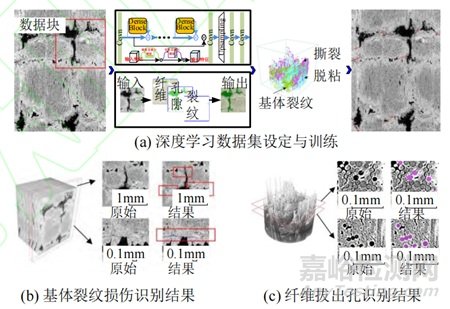
綜上���,微焦點(diǎn)CT可有效檢測夾雜�、斷絲等缺陷���,但界面黏接層(如SiC涂層與基體)的缺陷因尺度小(<10?² mm)且對(duì)比度低����,成為檢測盲區(qū)�。盡管深度學(xué)習(xí)的語義分割算法(如U-Net)可實(shí)現(xiàn)基體裂紋與纖維拔出孔的精準(zhǔn)識(shí)別,如圖21所示���,但需擴(kuò)大樣本庫(涵蓋不同工藝缺陷)以提升泛化能力。
圖21 局部原始切片圖像與損傷識(shí)別結(jié)果
4碳碳復(fù)合材料缺陷CT檢測
碳碳(C/C)復(fù)合材料耐高溫�,被用于火箭喉襯等部件�����,缺陷主要為孔洞�����、裂紋。借助顯微CT技術(shù)�����,通過不同方向編織特征研究���,明確了該材料微觀結(jié)構(gòu)的特點(diǎn)及其分布模式����,并構(gòu)建起相應(yīng)的物理模型與幾何模型���。
武漢大學(xué)運(yùn)用Micro-CT對(duì)尺寸約20 mm3的三維編織碳/碳復(fù)合材料試樣進(jìn)行掃描,得到了精度約1.8×10−2 mm的微觀圖像(圖22)�����。隨后��,研究團(tuán)隊(duì)采用基于深度學(xué)習(xí)的語義分割算法����,對(duì)海量CT圖像進(jìn)行訓(xùn)練,成功實(shí)現(xiàn)了三維微觀組分及缺陷分割與識(shí)別��。
圖22 C/C復(fù)合材料深度學(xué)習(xí)的微觀組分與缺陷識(shí)別過程
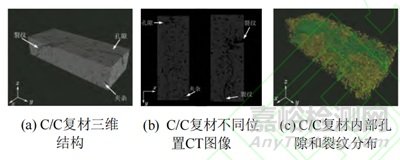
CT技術(shù)也常被用于獲取復(fù)合材料的缺陷種類及其分布��,孔隙率大小等�。Micro-CT可量化孔隙率�����,圖23展示了利用顯微CT對(duì)C/C復(fù)合材料的檢測結(jié)果��,但熱循環(huán)下孔隙動(dòng)態(tài)演化(如閉合與擴(kuò)展)的實(shí)時(shí)檢測仍依賴同步輻射CT的高時(shí)間分辨率����。建立“孔隙演化-力學(xué)性能退化”映射模型����,需結(jié)合CT原位試驗(yàn)與有限元仿真���,這是未來提升C/C材料可靠性的關(guān)鍵��。
圖23 C/C復(fù)合材料內(nèi)部結(jié)構(gòu)
近年來�����,Micro-CT系統(tǒng)的觀測精度持續(xù)提升�,已從最初的厘米級(jí)逐步發(fā)展到微米級(jí)乃至納米級(jí)�����,這使其能夠勝任編織復(fù)合材料內(nèi)部微觀結(jié)構(gòu)的觀測工作��。航天材料及工藝研究所圍繞C/C復(fù)合材料����,從測量、孔隙形狀與分布等多個(gè)維度�����,深入剖析了X射線CT技術(shù)在該材料表征中的應(yīng)用�����。
為實(shí)現(xiàn)對(duì)不同類型材料孔隙率的精準(zhǔn)測量�,業(yè)界提出并應(yīng)用了更多顯微CT技術(shù)的C/C復(fù)合材料孔隙率測量方法���,這進(jìn)一步印證了顯微CT技術(shù)在復(fù)合材料孔隙率測量領(lǐng)域的有效性��。
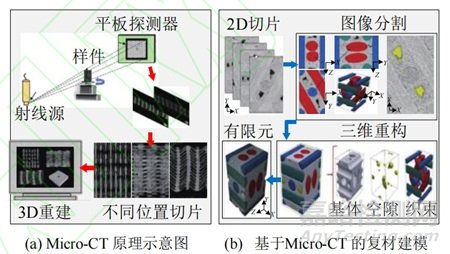
南京航空航天大學(xué)的研究發(fā)現(xiàn)��,基體孔隙率符合正態(tài)分布(圖24)�����,該結(jié)論源于其采用顯微CT技術(shù)開展的研究���,包括將低對(duì)比度的CT圖像轉(zhuǎn)換為僅包含纖維束和孔隙的二值圖��,接著借助算法去除噪聲干擾、平滑圖像邊界���,再對(duì)處理后的圖像進(jìn)行統(tǒng)計(jì)�。
圖24 C/C復(fù)合材料CT圖像建模
另外�����,CT技術(shù)也在C/C復(fù)合材料的力學(xué)試驗(yàn)觀測中得到了應(yīng)用�。研究中���,先對(duì)復(fù)合材料的內(nèi)部幾何結(jié)構(gòu)進(jìn)行掃描��,以此獲取三維圖像和相關(guān)數(shù)據(jù)��;接著運(yùn)用統(tǒng)計(jì)算法��,分析紗線與孔隙形態(tài)的變化特征�����;最終�,成功重構(gòu)出該復(fù)合材料的精細(xì)化模型����。
盡管現(xiàn)有檢測方法在損傷和缺陷的識(shí)別效果上已有大幅提升�,但在復(fù)合材料構(gòu)件的生產(chǎn)、試驗(yàn)����、使用及維護(hù)等全流程中,仍缺少明確的判斷依據(jù)�,是復(fù)合材料無損檢測技術(shù)當(dāng)前面臨的主要難題。
以深度學(xué)習(xí)神經(jīng)網(wǎng)絡(luò)為基礎(chǔ)的技術(shù)方法��,為微小損傷及缺陷的智能識(shí)別開辟了新路徑。但在神經(jīng)網(wǎng)絡(luò)的學(xué)習(xí)過程中��,訓(xùn)練樣本的準(zhǔn)確性會(huì)對(duì)學(xué)習(xí)結(jié)果產(chǎn)生一定限制���,而樣本數(shù)量與對(duì)象組合方式,同樣是影響結(jié)果的重要因素���。
利用神經(jīng)網(wǎng)絡(luò)對(duì)偽影先驗(yàn)知識(shí)進(jìn)行偵測與識(shí)別�����,進(jìn)而構(gòu)建基于先驗(yàn)信息知識(shí)庫的性能遷移算法����,已成為人工智能在工業(yè)CT智能檢測領(lǐng)域的發(fā)展方向���。尤其是兼具定性定量分析能力�,且具備高靈敏度��、高分辨率的快速可靠無損檢測技術(shù)���,將成為復(fù)合材料CT檢測的主要內(nèi)容���。
4總結(jié)與展望
CT技術(shù)作為非接觸�����、高分辨率的無損檢測手段��,在航空發(fā)動(dòng)機(jī)復(fù)合材料缺陷檢測中展現(xiàn)出顯著優(yōu)勢���,但當(dāng)前仍存在兩大挑戰(zhàn):一是缺乏全生命周期缺陷評(píng)判標(biāo)準(zhǔn)�����,導(dǎo)致生產(chǎn)與服役階段的缺陷關(guān)聯(lián)性分析缺失��;二是跨尺度、多形態(tài)缺陷的智能識(shí)別精度不足�����,尤其是低對(duì)比度界面缺陷的檢測����,仍依賴人工經(jīng)驗(yàn)�����。
未來CT檢測技術(shù)將圍繞智能化算法���、多尺度融合和標(biāo)準(zhǔn)化建設(shè)3個(gè)方向進(jìn)行突破和發(fā)展,為復(fù)合材料可靠性提升提供關(guān)鍵支撐����。
1自適應(yīng)智能檢測技術(shù)
開發(fā)基于Transformer的多模態(tài)缺陷分類模型,輸入CT圖像灰度特征�����、缺陷幾何參數(shù)(如孔隙率�����、裂紋長度)及材料力學(xué)性能數(shù)據(jù)(如拉伸強(qiáng)度)��,建立航空發(fā)動(dòng)機(jī)樹脂��、金屬����、陶瓷、碳基復(fù)材缺陷CT圖像數(shù)據(jù)��,通過遷移學(xué)習(xí)解決小樣本缺陷識(shí)別問題�,實(shí)現(xiàn)微孔隙、微裂紋的自動(dòng)化識(shí)別����,適配航空發(fā)動(dòng)機(jī)復(fù)合材料構(gòu)件的批量檢測需求����。
2多尺度融合檢測系統(tǒng)
整合Micro-CT的高空間分辨率�����,開發(fā)“微觀-宏觀-動(dòng)態(tài)”四維(3D+時(shí)間)檢測系統(tǒng)��,基于特征點(diǎn)匹配的跨尺度圖像配準(zhǔn)算法�,解決現(xiàn)有融合技術(shù)中空間與時(shí)間分辨率難以兼顧的問題;針對(duì)CMC高溫部件�,實(shí)現(xiàn)界面缺陷的動(dòng)態(tài)演化追蹤,如熱循環(huán)下裂紋擴(kuò)展速率���,為極端環(huán)境下復(fù)合材料的損傷機(jī)理研究提供依據(jù)�����。
3工藝-性能映射模型
基于CT檢測獲得的缺陷信息(孔隙率���、裂紋長度、分層面積)����,提出構(gòu)建缺陷特征(類型、尺寸���、分布)與復(fù)合材料宏觀力學(xué)性能(強(qiáng)度�、疲勞壽命)之間的定量關(guān)系模型����,建立“缺陷參數(shù)-力學(xué)性能”的回歸模型,引入貝葉斯優(yōu)化算法優(yōu)化模型精度��,將模型預(yù)測結(jié)果反饋至復(fù)材成型工藝���,形成“工藝調(diào)整-CT檢測-性能驗(yàn)證”的閉環(huán)優(yōu)化,為工藝優(yōu)化和壽命預(yù)測提供支撐。
總之���,隨著智能算法與多模態(tài)CT技術(shù)的深度融合�,CT將在航空發(fā)動(dòng)機(jī)復(fù)合材料的可靠性提升中發(fā)揮更核心的作用���。