由鋰離子電池(LIBs)驅(qū)動的電動汽車(EVs)的集成����,標(biāo)志著朝著實現(xiàn)零凈排放環(huán)境邁出的關(guān)鍵一步���。預(yù)計未來十年電動汽車的普及率將大幅上升���,這預(yù)計將帶來大量電池廢棄物的產(chǎn)生�。盡管在優(yōu)化鋰離子電池包方面取得了諸多進(jìn)展,但確?��?沙掷m(xù)的報廢策略仍是工程和經(jīng)濟(jì)領(lǐng)域面臨的一項挑戰(zhàn)���。電池包多樣的配置結(jié)構(gòu)進(jìn)一步使高效的拆解過程復(fù)雜化�。在電池包的機(jī)械、電氣和熱管理中��,膠粘劑起著至關(guān)重要的作用���,適用于電芯與電芯之間的粘接����、母線保護(hù)、冷卻板熱管理以及密封等�。所使用的膠粘劑種類繁多,包括結(jié)構(gòu)膠�����、半結(jié)構(gòu)膠����、柔性膠和壓敏膠等�,其選擇依據(jù)是組件在整個使用壽命內(nèi)的運(yùn)行規(guī)格��。本綜述全面概述了商用電動汽車儲能系統(tǒng)中使用的粘接解決方案��,重點(diǎn)關(guān)注可拆卸膠粘劑的可行性�。它仔細(xì)研究了使用膠粘劑粘接電池包組件的情況���,同時考慮了按需脫粘的新趨勢。對膠粘劑脫粘的研究表明�,一些配方能對外界刺激做出響應(yīng),可使膠粘劑層或界面粘接變?nèi)?�。對于電池?yīng)用而言�,這些改性膠粘劑在服役期間既不能出現(xiàn)性能退化,也不能觸發(fā)此類脫粘機(jī)制��,以便在需要時能夠有意地使膠粘劑層變?nèi)?。此外�����,本文基于對電池組裝和拆解過程的深入分析�,提出了電池包中膠粘劑選擇的簡潔解決方案��。
以下節(jié)選部分車企電池包制造中的粘接技術(shù)內(nèi)容
汽車電池的連接技術(shù)涵蓋了電池包內(nèi)部的所有組件。不同的電池布局�,如電芯類型、模組數(shù)量或從模組到電芯的設(shè)計��,要求儲能部分必須嵌入到結(jié)構(gòu)框架中����。即使是并聯(lián)或串聯(lián)排列的電芯之間的互聯(lián),也需要使用被稱為匯流排或集流排的導(dǎo)電體進(jìn)行連接[8].
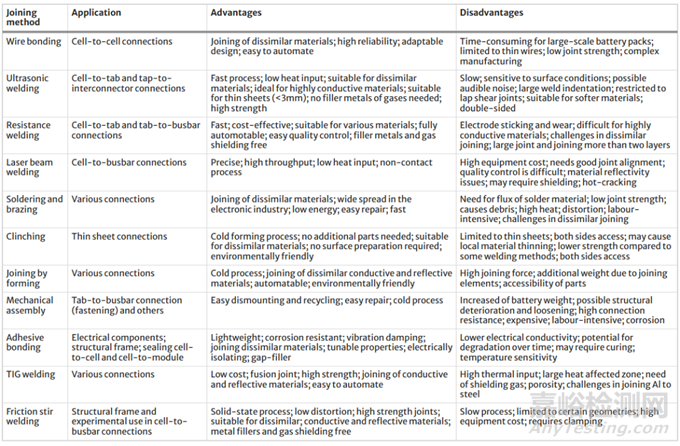
表3 電動汽車儲能系統(tǒng)所用連接工藝概述
表格3提供了目前電動汽車電池組中采用以及未來預(yù)期采用的連接技術(shù)的全面總結(jié)���,這些技術(shù)均來自文獻(xiàn) [17,92,93,94,95,96,97]���。
線束焊接技術(shù)已被特斯拉®應(yīng)用于大型模組中的圓柱形電池 [98]����。該技術(shù)簡化了自動化流程,但受限于細(xì)導(dǎo)線的使用�,增加了制造復(fù)雜度���。此外,由于存在多個接觸點(diǎn)以及細(xì)導(dǎo)線的特性�����,系統(tǒng)連接的電阻會累積�����,使其不太適合應(yīng)用于大電流場景���,例如大型棱柱形或軟包電池 [99].
超聲波焊接因其固態(tài)特性和適合連接高導(dǎo)電性材料而被廣泛研究 [100]. 它特別適用于軟包電池和圓柱電池的互聯(lián) [16]. 然而���,其在電池焊接中的應(yīng)用存在局限性,例如會產(chǎn)生大量熱量從而損壞電池����,以及連接電阻高且波動大。這些缺點(diǎn)使其不太適合圓柱電池焊接����,但對于軟包電池的互聯(lián)來說是可以接受的 [16,101]. 然而�,其應(yīng)用十分顯著���,因為即使是日產(chǎn)等較舊車型的電動汽車也廣泛使用了它®Leaf�,雪佛蘭®Volt 和 Spark 車型 [17].
電阻焊接作為一種成人且經(jīng)濟(jì)高效的技術(shù),在特定任務(wù)中穩(wěn)定時���,具有熱輸入小、重復(fù)性高的特點(diǎn) [96,102]. 相比之下�����,激光焊接精度高�,但需要大量投資����、保護(hù)氣和嚴(yán)格的接頭對準(zhǔn)��。這兩種方法適用于各種電池類型��,盡管電阻焊接通常因成本效益和工藝穩(wěn)定性而更受青睞 [16,103].
激光焊接也是應(yīng)用最廣泛的連接方法之一���,不僅用于連接母排與電芯端子,例如在寧德時代®的模組和Rivian®的電池包中��,還用于封裝鋁制電池模組��,應(yīng)用于最新款的寶馬®和Mini®混動車型��。焊接能提供低連接電阻且波動極小���,使其在某些應(yīng)用中具有優(yōu)勢���。然而,它需要額外的焊料�,并且在制造過程中需要精確放置���,這對于結(jié)構(gòu)緊湊的模組來說較為復(fù)雜。這限制了其在擁有大量電芯的大規(guī)模電池系統(tǒng)中的可行性 [104,105].
成型連接法是針對特定應(yīng)用的另一種可行方法����,例如將棱柱形或軟包電池與外部端子或母排連接起來 [18]。這種冷成型工藝避免了與熱相關(guān)的問題���,但會導(dǎo)致鋁材隨時間推移而軟化,并且要求連接部件易于接觸 [18]�。
鉚接是一種成型連接方法,最近有文獻(xiàn)研究將其用于母排與電池端子的連接 [106]��。其他報道的冷成型工藝包括自沖鉚接���、雙榫卯結(jié)構(gòu) [17] 和注射式搭接鉚接 [107].
機(jī)械壓合提供了一種低熱替代方案�,僅依靠施加的力來形成連接��。這種經(jīng)典方法已被豐田®或第一代普銳斯電池模塊�����,以及日產(chǎn)®用于電芯端子連接 [17]�。然而��,這種方法雖然能實現(xiàn)低且穩(wěn)定的連接電阻��,但也帶來了額外部件導(dǎo)致重量增加、自動化潛力降低以及連接隨時間松動的風(fēng)險�。
文獻(xiàn)中報道的其他即將出現(xiàn)的小規(guī)模實驗方法包括鎢極氬弧焊���、攪拌摩擦焊����、摩擦點(diǎn)焊和新型成形連接���。鎢極氬弧焊被認(rèn)為是連接軟包電池極耳或棱柱形電池端子的一種選擇[92,96]����。盡管它能產(chǎn)生連接電阻可能較低的融合接頭��,但其高熱輸入使其不適合圓柱形電池,因為存在熱損傷的風(fēng)險[103].
摩擦攪拌焊接(FSW)因其能夠連接異種材料并最大限度減少金屬間化合物形成的能力而展現(xiàn)出前景����。與融合方法相比,它產(chǎn)生的熱量更少�����,但也面臨著夾緊復(fù)雜性和可能對電池造成熱損傷等挑戰(zhàn)���。孔翻邊是一種兩步冷加工工藝���,能高效地連接兩個基板 [108]����,與上述技術(shù)相比����,其接頭強(qiáng)度更高 [19,109,110,111].
新興的粘接技術(shù)在汽車行業(yè)日益普及,最初是使用聚氨酯將擋風(fēng)玻璃和車窗粘接到各種內(nèi)飾件�、電子元件,甚至作為結(jié)構(gòu)和防撞車身框架的混合解決方案中[23]��。電池制造呈指數(shù)級增長�,粘接技術(shù)也被應(yīng)用于多個部件中[112]�����。值得注意的是�,原始設(shè)備制造商(OEM)并非普遍使用粘接技術(shù)����;然而,在絕大多數(shù)電動汽車市場中都能找到采用粘接技術(shù)的接合部位[8,17]. 對于某些原始設(shè)備制造商(OEM)而言���,粘接是一種優(yōu)選的連接技術(shù)���,因其具有低密度、良好的強(qiáng)度以及與基材(通常是鋁)的良好粘附性����。粘接接頭在電動汽車可能面臨的環(huán)境條件下必須保持完好����。汽車行業(yè)規(guī)定的溫度范圍在-40和80℃之間���。無論外界溫度如何,電池冷卻和加熱系統(tǒng)都會控制電池單元的溫度��,最大限度地減少低溫暴露并限制高溫場景��。電池單元報告的典型最大溫度值為65℃.
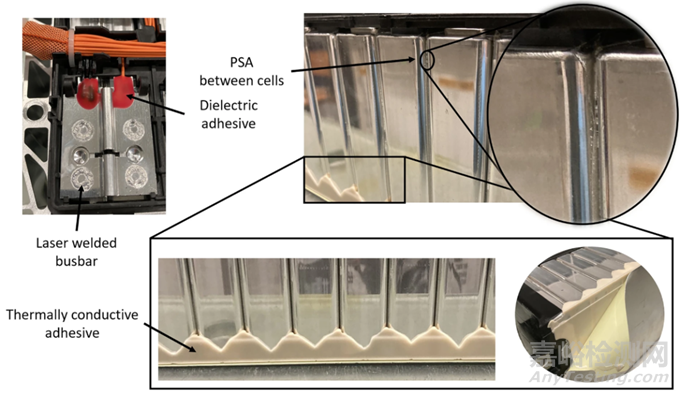
據(jù)文獻(xiàn)報道��,粘合劑制造商針對電池組部件的連接提出了多種應(yīng)用方案��,部分公司進(jìn)一步列舉如下:Lohmann®�、Dupont®、Henkel®、3M®��、Momentive Performance Materials®����、tesa®����、H.B. Fuller®��、Masterbond®�����、Delo®�����、Sika®����、Threebond®、ITW Performance Polymers®��、Permabond®。然而�,實際上����,關(guān)于原始設(shè)備制造商(OEM)目前正在使用哪些(粘合劑)的詳細(xì)信息要少得多。其中一項類似研究是對一些電動汽車制造商的電池組進(jìn)行拆解�����,例如Munro & Associates®在網(wǎng)上有詳細(xì)報道。圖5展示了在寶馬(BMW®)和迷你(Mini®)插電式混合動力車型的方形電池模塊中使用的粘合劑示例�����。
圖5寶馬®插電式混合動力模塊中使用的粘合劑
1 電芯間粘接
電芯間粘合所使用的粘合劑在很大程度上取決于電芯類型�。其主要目的是提供機(jī)械穩(wěn)定性����,有助于在電池包內(nèi)保持電芯的精確定位�����,并減輕車輛運(yùn)行過程中振動和沖擊的影響。
圓柱形電池模組的體積效率較低�����,因此特斯拉®和Rivian®采用的設(shè)計通過灌注聚氨酯(PU)泡沫填充間隙����,以提供額外的強(qiáng)度和保護(hù)。特斯拉®在電池之間集成了冷卻通道�����,而Rivian®使用傳統(tǒng)的冷卻板���。盡管這些解決方案已有報道����,Lucid®在Air車型中推出了一款電池�����,其中圓柱形電芯之間未使用粘合劑�����。
軟包電芯在充放電過程中的體積變化更為敏感�,因此���,常見的制造商會選擇壓縮墊作為電芯之間的材料界面[113]�。福特®在F-150 Lightning和Mustang Mach-E的電池組中采用了這一策略�,在每對電芯之間使用了壓敏膠(PSA)壓縮墊。此前曾有報道稱�����,日產(chǎn)第一代車型也采用了這種方法®葉片�。
方形電池的粘接方式最為靈活,因為商業(yè)儲能系統(tǒng)中可以找到多種不同的解決方案���。這些電芯可以使用結(jié)構(gòu)粘合劑系統(tǒng)��、非結(jié)構(gòu)系統(tǒng)(如轉(zhuǎn)移膠帶)進(jìn)行粘合���,甚至可以不使用任何粘合劑�。北汽(BAIC®)也報道了在電芯之間使用膠帶的情況����,其中壓敏粘合劑主要用于固定電芯,以便在制造過程中進(jìn)行堆疊[85]���。
盡管關(guān)于軟包和方形電池粘合劑要求的綜合信息仍然有限����,但已有幾項研究調(diào)查了電池在充放電循環(huán)過程中其荷電狀態(tài)(SoC)與循環(huán)膨脹之間的關(guān)系。這種膨脹現(xiàn)象顯著影響了用于在電池組中容納電池的材料選擇。電池在完全放電時被視為具有標(biāo)稱尺寸���;然而,隨著SoC的增加�,電芯會膨脹,導(dǎo)致體積變化��,進(jìn)而影響電芯容納材料的選擇[114]��。Mei等人[115]開發(fā)了一個熱機(jī)械耦合模型來研究方形電芯的膨脹情況,揭示了大電芯表面的膨脹大約是側(cè)面����、頂部和底部表面膨脹的13倍。在對奧迪e-tron中使用的鋰離子軟包電芯的研究中����,Bohn等人[116]觀察到,厚度為12mm的電芯在經(jīng)過200次充電循環(huán)后,最大膨脹接近200微米(μm)�����,約占電芯厚度的1.7%�����,這一現(xiàn)象在其他計算研究中也得到了證實[117, 118]���。進(jìn)一步的研究表明,隨著電芯老化并經(jīng)歷更多充電循環(huán),電芯膨脹往往會減小��,導(dǎo)致電芯存儲容量下降。最大膨脹通常以電芯厚度的百分比表示���,稱為SoC膨脹系數(shù)(以電芯厚度的百分比表示)���。Di Renzio等人[119]總結(jié)了文獻(xiàn)中報道的典型數(shù)值,新方形電芯的膨脹系數(shù)范圍為1.5%至2%���,新軟包電芯的膨脹系數(shù)范圍為1.5%至2.8%���,而老電芯通常顯示出較低的膨脹系數(shù)�����,也存在一些不可逆的膨脹[120]�����。值得注意的是�,這些數(shù)值在很大程度上受到多種參數(shù)的影響,包括電芯化學(xué)��。
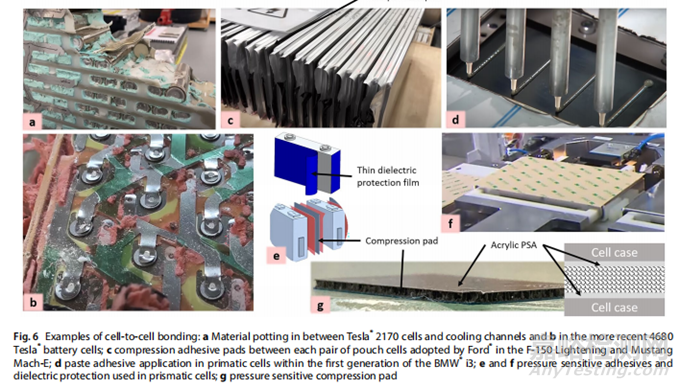
圖6展示了一些用于圓柱形�、軟包和方形電池之間的粘合解決方案���。
圖6 電芯間粘合示例:a 特斯拉(Tesla®)2170電芯與冷卻通道之間的材料灌封��;b 在更新型的特斯拉4680電池電芯中的(材料灌封情況)����;c 福特(Ford®)在F-150 Lightning和Mustang Mach-E車型中�����,每對軟包電芯之間采用的壓力粘合墊��;d 第一代寶馬(BMW®)i3方形電芯中使用的膏狀粘合劑���;e和f 方形電芯中使用的壓敏粘合劑和介電保護(hù)(措施)�����;g 壓敏壓縮墊
2 熱管理
管理電池使用壽命期間的溫度對于防止電池單元故障、優(yōu)化續(xù)航里程以及避免熱失控事件至關(guān)重要���。當(dāng)前的汽車制造商根據(jù)電池單元的類型采用不同的冷卻策略��。對于軟包或方形電池���,汽車制造商通常將電池單元模塊連接到冷卻板上��。這些冷卻板通常是通過釬焊連接在一起的兩件式?jīng)_壓部件�����,允許冷卻液循環(huán)并傳遞或吸收熱量�����。相比之下,對于特斯拉使用的圓柱形電池®����,冷卻通道在電池模組內(nèi)的電池單元之間穿行��,實現(xiàn)了緊密的熱管理��。棱柱形電池具有更簡單的幾何形狀,因此冷卻板可以集成到電池框架中(被保時捷采用®、現(xiàn)代®和福特®)或位于方形電池或模組下方(被沃爾沃采用®).
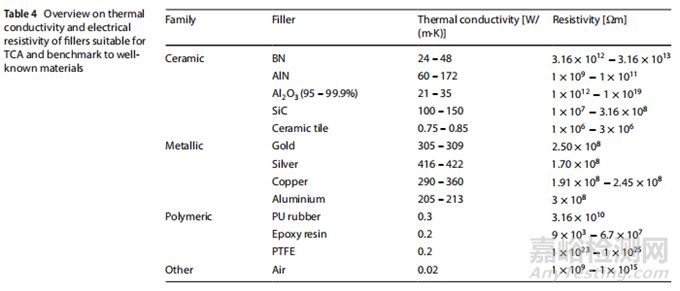
傳統(tǒng)的環(huán)氧樹脂或聚氨酯基膠粘劑由于其導(dǎo)熱率較低(約為0.3W/(m·K))����,起到熱絕緣作用����。為解決這一局限,具有顯著更高導(dǎo)熱率(高于2W/(m·K))的雙組分聚氨酯基膠粘劑能夠?qū)崿F(xiàn)冷卻通道及相關(guān)部件的有效熱管理 [121]��。結(jié)構(gòu)丙烯酸膠粘劑也被報道為導(dǎo)熱膠粘劑(TCA)���,其采用導(dǎo)熱填料包����,對膠粘劑的流變性能影響很小����,并使用玻璃珠以確保最終的粘接厚度 [112]. 膠粘劑中的導(dǎo)熱添加劑可以是金屬基或陶瓷基的���。雖然鋁和銅等金屬填料在母線連接中常用����,且具有優(yōu)異的導(dǎo)熱性(200–360W/(m·K))�,但它們不是電絕緣體。相比之下�,氮化硼(BN)�、氮化鋁(AlN)�、碳化硅(SiC)和氧化鋁 (Al2O3) 等技術(shù)陶瓷既能導(dǎo)熱又能絕緣��,因此非常適合需要散熱且不損害電氣隔離的應(yīng)用 [122]. 表4比較了此類技術(shù)陶瓷填料和金屬材料的熱電阻和電電阻特性,基于 [122,123].
表4 適用于TCA的填料熱導(dǎo)率和電阻率概覽,并與知名材料進(jìn)行對比
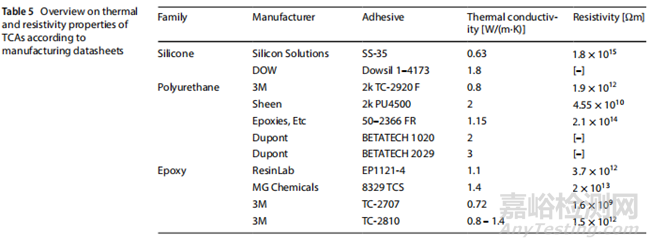
除了導(dǎo)熱性外,這些粘合劑還必須具備良好的結(jié)構(gòu)強(qiáng)度和高斷裂伸長率����,以在整個電池壽命期間保持機(jī)械完整性�����,即使在振動等負(fù)載條件下也是如此。對于將電池單元或模塊直接放置在冷卻板上的電池概念��,熱界面材料對于填充空氣間隙和確保高效傳熱至關(guān)重要。這些材料需要超過 2W/(m·K) 的導(dǎo)熱率���,特別是對于電池單元與冷卻板之間高達(dá) 3mm 的較大間隙����。導(dǎo)熱粘合劑和界面材料必須在廣泛的溫度范圍內(nèi)(-40至80℃) 并在車輛運(yùn)行期間承受電池單元與冷卻板之間的振動和相對位移 [121]. 表5聚集了商用熱界面材料的熱性能和電阻率特性�。
表5 根據(jù)產(chǎn)品手冊對TCA熱性能和電阻率特性的概述
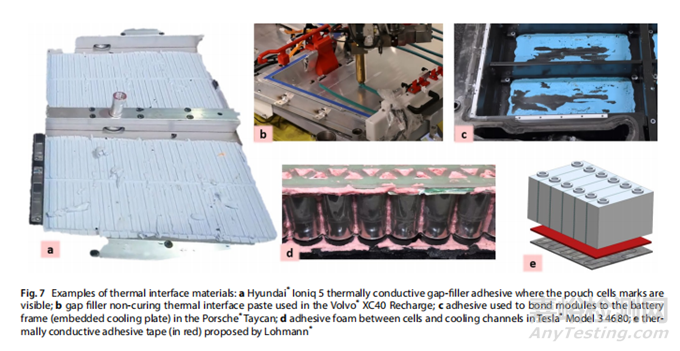
圖7展示了一些在電動汽車電池行業(yè)中使用的導(dǎo)熱膠粘劑示例。在現(xiàn)代®和起亞®車型中����,電池托盤即為冷卻板�,其中軟包電池模組通過導(dǎo)熱間隙填充膠粘劑粘接在頂部鋁板上���。其他方法則報告使用非固化導(dǎo)熱膏,將模組固定在電池托盤的冷卻板上���。保時捷®Taycan也在電池地板中采用了嵌入式冷卻通道��,不過由于其使用緊湊型鋁殼模組��,因此仍需使用結(jié)構(gòu)膠粘劑�����。
圖7熱界面材料示例:a 現(xiàn)代(Hyundai®)Ioniq 5使用的導(dǎo)熱填隙粘合劑��,可見軟包電芯的印記����;b 沃爾沃(Volvo®)XC40 Recharge中使用的非固化導(dǎo)熱填隙膏;c 保時捷(Porsche®)Taycan中用于將模塊粘合到電池框架(嵌入式冷卻板)的粘合劑�;d 特斯拉Model 3 4680中電芯與冷卻通道之間使用的(導(dǎo)熱)粘合泡沫���;e Lohmann®提出的導(dǎo)熱膠帶(紅色)�。
3結(jié)構(gòu)粘接
粘接在連接電池外殼的各個組件中發(fā)揮著重要作用,這些外殼通常由鋁制成��。盡管機(jī)械連接技術(shù)仍在使用�����,但結(jié)構(gòu)粘接劑和耐碰撞粘接劑正越來越多地與機(jī)械固定結(jié)合使用,這反映了車身制造的趨勢����。這些高模量���、高強(qiáng)度且剪切強(qiáng)度高達(dá)30 MPa的粘接劑有助于電池外殼優(yōu)異的結(jié)構(gòu)穩(wěn)定性和剛度,在發(fā)生碰撞時提供關(guān)鍵保護(hù)[23,112]. 膠粘連接的另一個優(yōu)勢在于其雙重功能:它不僅能連接基材�����,還能密封外殼�,從而增強(qiáng)整體對環(huán)境因素的防護(hù)能力����。在制造過程中���,電池外殼通常在修整車間組裝���,而該車間僅能進(jìn)行局部加熱以加速強(qiáng)度的形成�����。這一限制導(dǎo)致人們不再使用熱固化型單組分環(huán)氧膠粘劑�。取而代之的是���,為這些應(yīng)用專門開發(fā)了基于環(huán)氧樹脂的雙組分(2K)膠粘劑。這些膠粘劑對裸鋁具有優(yōu)異的粘附性�,模量高(E模量超過1000MPa),并且對碰撞等動態(tài)載荷具有出色的抵抗能力.
這些雙組分環(huán)氧基膠粘劑的一個關(guān)鍵優(yōu)勢在于它們能夠在室溫下固化�,盡管在高溫下可以加速固化過程�����,從而縮短處理時間和生產(chǎn)周期。這種固化條件的靈活性使制造商能夠根據(jù)具體要求和限制優(yōu)化其生產(chǎn)流程�����。這些膠粘劑的長期性能對于電池包的使用壽命至關(guān)重要����。通過加速老化進(jìn)行的廣泛測試證明了它們在各種嚴(yán)苛條件下的耐用性�。這些測試模擬了暴露于高溫���、高濕、腐蝕性介質(zhì)(如鹽水)以及冷卻系統(tǒng)中的其他液體介質(zhì)(如乙二醇)[124,125]. 這些粘合劑在這些嚴(yán)苛的測試中始終保持其粘結(jié)強(qiáng)度和完整性��,確保在整個車輛生命周期內(nèi)性能可靠。粘合劑技術(shù)的最新進(jìn)展主要集中在改善熱管理性能��、提高電氣絕緣性以及開發(fā)便于維修或報廢回收時拆卸的配方�����。隨著電動汽車行業(yè)不斷發(fā)展�,對更長續(xù)航里程電池和更快充電能力的需求日益增長���,這些創(chuàng)新至關(guān)重要[121].
4蓋板密封
電池蓋板是電池包中無需通過粘接接頭承受結(jié)構(gòu)載荷的區(qū)域之一�。通常���,電池蓋板采用沖壓鋁或復(fù)合材料:片狀模塑料(SMC)制成的薄層結(jié)構(gòu)�����。通常采用混合螺栓連接和粘接接頭�����;然而,部分制造商會選擇成本更高的可重復(fù)使用的橡膠密封件����。這種方案的缺點(diǎn)在于��,由于非粘性橡膠密封件無法提供強(qiáng)度�����,必須額外增加更多緊固件來彌補(bǔ)��。粘合劑和密封膠可保護(hù)內(nèi)部組件免受外部環(huán)境影響���,而緊固接頭則能提升蓋板的強(qiáng)度[121]. 這些接頭在電池的使用壽命期間能夠承受更大的溫度梯度�����,因為它們遠(yuǎn)離熱冷卻或加熱系統(tǒng)。此外�����,它們必須密封電池包�,以通過非標(biāo)準(zhǔn)的氣密性密封測試����,并防止在車輛碰撞事件中電池單元燃料費(fèi)泄漏[8].
彈性密封劑因其優(yōu)異的壓縮永久變形和填縫性能,常被用于蓋板密封(圖。8) [23]����。
與用于粘接汽車擋風(fēng)玻璃的膠粘劑類似,單組分聚氨酯膠粘劑是一個有趣的選擇���。這些膠粘劑通過濕氣固化����,其中多元醇基團(tuán)的反應(yīng)動力學(xué)決定了2至30天的固化時間���,這并不關(guān)鍵��,因為固定的接頭在密封劑中保持壓力 [23,126],并確保電池框架與蓋板之間的電氣連接�����,從而實現(xiàn)接地 [127]��。然而���,單組分聚氨酯膠粘劑存在局限性,特別是在對裸鋁基材的粘接性方面�����。為解決這一問題����,已開發(fā)出單組分硅烷改性聚合物(SMP)膠粘劑和密封劑�����。這些基于SMP的密封劑對裸鋁具有優(yōu)異的粘接性�����,即使在暴露于乙二醇等液體介質(zhì)����、-40和80℃之間的循環(huán)溫度梯度��、高濕度和鹽霧條件下 [121]. 此外��,硅烷改性配方的表干時間更短�����,可實現(xiàn)快速初始強(qiáng)度發(fā)展��,便于粘接部件的早期處理�����。這些膠粘劑的搭接剪切強(qiáng)度(LSS)約為1至2.5MPa�。也可使用其他類型的膠粘劑��,如雙組分硅酮�、硅烷封端聚合物(STP)和硅烷化聚氨酯樹脂等[128]. 通常�����,硅烷改性配方的成膜時間較短�����,能夠?qū)崿F(xiàn)快速的初始強(qiáng)度發(fā)展��,并有助于粘接部件的早期處理�����。
此類粘合劑可用刀或手術(shù)刀輕松切割�����;然而���,若大面積涂抹�����,蓋子拆除后可能難以重復(fù)使用�����,因為拆除時金屬片會發(fā)生塑化�,使其幾乎無法替換����。配備深度控制功能的往復(fù)式工具可輔助蓋子的拆卸與重復(fù)使用���。
圖8密封膠:單組份(1K)密封膠應(yīng)用示意圖(左)以及特斯拉(Tesla®)Cybertruck車蓋閉合處粘合劑的實際示例(右)
來源:原文:Rodrigues, V.C.M.B., Kasaei, M.M., Marques, E.A.S.et al.Adhesive bonding in automotive battery pack manufacturing and dismantling: a review.Discov Mechanical Engineering4, 25 (2025). https://doi.org/10.1007/s44245-025-00107-5