隨著“碳達(dá)峰���、碳中和”目標(biāo)的深入推進(jìn)��,鋼鐵行業(yè)作為高耗能��、高排放的重點(diǎn)領(lǐng)域,正面臨嚴(yán)峻考驗(yàn)���。在此背景下���,鋼材熱送熱裝技術(shù)憑借顯著的節(jié)能降碳優(yōu)勢,成為鋼鐵企業(yè)降低能源消耗的關(guān)鍵突破口��。采用該技術(shù)不僅能使軋鋼工序能耗降低30%~50%���、噸鋼碳排放強(qiáng)度降低15%~20%���,還可大幅縮短生產(chǎn)周期����。
易切削鋼是一類富含S�、Pb等易切削元素的鋼種,其對加熱溫度與加熱時(shí)間的控制窗口極為敏感�����。傳統(tǒng)軋制工藝采用“冷-熱循環(huán)”模式��,加熱時(shí)間較長��,不僅增加了鑄坯表面的高溫?zé)龘p風(fēng)險(xiǎn)����,還易導(dǎo)致軋材表面出現(xiàn)翹皮、疤塊等缺陷��。易切削鋼熱送熱裝技術(shù)可顯著縮短鑄坯在加熱爐內(nèi)的駐爐時(shí)間�,有助于改善加熱環(huán)節(jié)引發(fā)的質(zhì)量問題,但目前較少有關(guān)于熱送熱裝工藝對易切削鋼組織影響規(guī)律的研究�����。基于此�,研究人員針對低碳硫系易切削鋼在熱送熱裝過程中的顯微組織轉(zhuǎn)變規(guī)律展開研究。
1 試驗(yàn)材料與方法
試驗(yàn)材料選用1215MS低碳硫系易切削鋼鑄坯���,其化學(xué)成分如表1所示�,取樣時(shí)避開中心偏析等鑄坯缺陷位置��。
在Gleeble-3800型熱模擬試驗(yàn)機(jī)上開展熱模擬試驗(yàn)���,所用試樣尺寸為8mm×12mm(外徑×長度)�����。模擬熱送過程的工藝原理如圖1所示����。由圖1可知:對模擬鑄坯心部位置的試樣�����,以10℃/s的速率升溫至1200℃���,保溫10min后,分別以1,0.5�����,0.2℃/s的速率逐步冷卻至室溫�;對模擬鑄坯表面位置的試樣,以10℃/s的速率升溫至1100℃��,保溫5min后��,分別以0.5���,0.2℃/s的速率逐步冷卻至室溫���。
模擬熱送熱裝過程工藝原理如圖2所示。由圖2可知:先以10℃/s的速率將試樣升溫至1200℃���,保溫10min后���,分別以1,0.5�,0.2℃/s的速率冷卻至760℃;隨后以2℃/s的速率升溫至1150℃并保溫10min�����,之后分兩組處理,將試樣A直接快速冷卻至室溫����,用試樣B模擬軋制變形對組織的影響,即以3℃/s的速率冷卻至1050℃�����,在此溫度下進(jìn)行20%的壓縮變形(變形速率為3s−1)���,變形完成后快速冷卻至室溫�����。
作為對照試驗(yàn)���,模擬冷裝過程的工藝原理如圖3所示。將試樣以10℃/s 的速率升溫至1150℃���,保溫10min后快速冷卻至室溫。試驗(yàn)過程中���,記錄熱模擬冷卻階段試樣的膨脹量變化��,以此判定相變進(jìn)程�。所得熱模擬試樣經(jīng)研磨、機(jī)械拋光處理后�����,采用體積分?jǐn)?shù)為4%的硝酸乙醇溶液對其進(jìn)行腐蝕���,再將試樣置于光學(xué)顯微鏡下觀察�����。
2 試驗(yàn)結(jié)果與分析
2.1 連鑄冷卻過程熱履歷
采用數(shù)值模擬的方法����,對橫截面尺寸為160mm×160mm(長度×寬度)的 1215MS易切削鋼連鑄過程進(jìn)行熱履歷計(jì)算��,具體涵蓋鑄坯不同位置(心部��、厚度1/4處��、表面)及兩種冷卻工藝:其一為強(qiáng)冷工藝(比水量為0.45L/kg�����、拉速為1.6m/min),其二為弱冷工藝(比水量為0.35L/kg�、拉速為2.1 m/min),計(jì)算結(jié)果如圖4所示�。從鑄坯開始凝固到冷卻至室溫的全過程來看,其冷卻速率呈逐漸變慢的趨勢���;鑄坯心部與表面的溫差(簡稱“心表溫差”)從凝固初始時(shí)的400℃左右逐步降低至 30~50℃���。由此可得出結(jié)論:熱送熱裝溫度越高,鑄坯的心表溫差差異越大���。
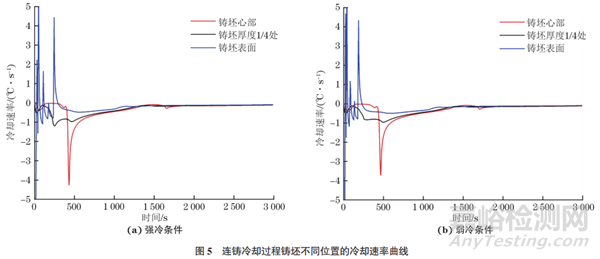
對鑄坯冷卻過程的溫度曲線求導(dǎo)數(shù)��,可得到不同階段的冷卻速率曲線��,結(jié)果如圖5所示�。由圖5可知:無論是強(qiáng)冷條件還是弱冷條件��,鑄坯在凝固1500 s后基本進(jìn)入穩(wěn)態(tài)冷卻階段�,此后冷卻速率穩(wěn)定維持在0.15~0.25℃/s?��;谠摻Y(jié)果��,在制定模擬熱送工藝時(shí)���,將鑄坯的冷卻速率設(shè)定為0.2℃/s。
2.2 熱送過程相變規(guī)律
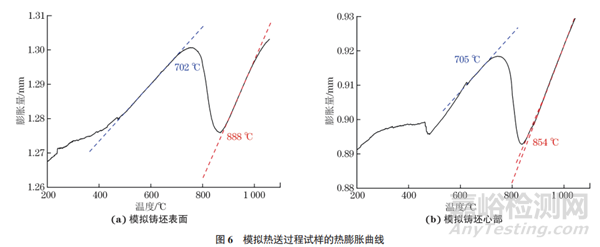
模擬熱送過程試樣的熱膨脹曲線如圖6所示�����。由于兩個(gè)試樣分別模擬鑄坯表面與心部����,因此采用不同的奧氏體化工藝,以模擬實(shí)際冷卻過程中兩者的奧氏體晶粒尺寸差異���。這一工藝差異導(dǎo)致兩個(gè)試樣的鐵素體相變開始溫度不同:鑄坯表面的奧氏體晶粒尺寸相對較小�����,其鐵素體相變開始溫度略高���,F(xiàn)s表面=888℃,而Fs心部=854℃�����;但兩者的鐵素體相變結(jié)束溫度相近,F(xiàn)f表面=702℃�����,F(xiàn)f心部=705℃��。具體而言����,當(dāng)鑄坯表面溫度冷卻至888℃時(shí),表面率先開始鐵素體相變���;此時(shí)因鑄坯存在心部和表面溫差�����,結(jié)合圖4可知�����,鑄坯心部溫度仍高達(dá)1020℃�����,處于完全奧氏體狀態(tài)�。當(dāng)鑄坯心部溫度冷卻至705℃時(shí),心部相變完全結(jié)束���,此時(shí)鑄坯表面溫度已降至652 ℃。
綜上可得出以下規(guī)律:當(dāng)熱裝溫度(鑄坯表面溫度)高于888℃時(shí)��,鑄坯內(nèi)部均為奧氏體����;當(dāng)熱裝溫度處于652~888℃時(shí),鑄坯內(nèi)部部分區(qū)域始終處于γ+α兩相區(qū)��;當(dāng)熱裝溫度低于652℃時(shí)�����,鑄坯內(nèi)部均轉(zhuǎn)變?yōu)殍F素體+珠光體�����。
處于兩相區(qū)的鑄坯進(jìn)入軋鋼加熱爐后��,已發(fā)生相變的鐵素體經(jīng)過加熱會(huì)重新形核����、長大�����,轉(zhuǎn)變?yōu)閵W氏體(定義該種奧氏體為二次奧氏體�����,γII)�����,未發(fā)生相變的奧氏體(定義該種奧氏體為一次奧氏體�,γI)則在原來基礎(chǔ)上繼續(xù)長大��,不同熱裝溫度對應(yīng)不同的鐵素體比例�����,兩種奧氏體比例也不相同�����,因此奧氏體在尺寸上表現(xiàn)出顯著差異。鑄坯內(nèi)部兩種奧氏體的存在是熱送熱裝與冷裝的主要區(qū)別���。假設(shè)熱裝溫度為760℃�����,鑄坯心部溫度實(shí)際為827℃����,鐵素體相變未結(jié)束��,根據(jù)杠桿定律�����,兩相區(qū)中各相的比例如圖7所示���。由圖7可知:鑄坯表面鐵素體比例為92.3%,完全奧氏體化后γII比例為92.3%��,鑄坯心部鐵素體比例為11.4%�,完全奧氏體化后γII比例11.4%。
模擬熱送工藝?yán)鋮s至室溫后的顯微組織形貌如圖8所示����。由圖8可知:鑄坯表面與心部兩個(gè)位置的顯微組織均為鐵素體+珠光體���;其中,模擬鑄坯表面試樣的鐵素體晶粒尺寸為16.4μm���,而模擬鑄坯心部試樣的鐵素體晶粒尺寸為19.1μm����。對比可知���,模擬心部試樣的鐵素體晶粒與珠光體球團(tuán)尺寸均明顯大于模擬表面試樣���,這一組織特征與連鑄過程中的實(shí)際相變規(guī)律相符。
2.3 熱送熱裝過程
模擬熱裝溫度為760℃時(shí)���,鑄坯經(jīng)加熱爐加熱后快速冷卻至室溫��,其顯微組織形貌如圖9所示�����,整體組織類型為鐵素體+珠光體���,且可清晰劃分為兩類形態(tài)差異顯著的組織�����。一類為大塊的αI型鐵素體+珠光體�����,其由熱送過程中未發(fā)生相變的奧氏體繼續(xù)長大形成尺寸超大的奧氏體γI轉(zhuǎn)變而來�,該類奧氏體發(fā)生鐵素體相變時(shí)��,形核點(diǎn)主要為奧氏體晶界�����,由于該區(qū)域奧氏體晶粒大��、晶界少��,鐵素體相變速率慢��,鋼中碳原子逐漸富集至該區(qū)域���,珠光體比例更高;另一類為數(shù)量眾多的小尺寸αII型鐵素體+ 珠光體,其由熱送過程中已發(fā)生鐵素體相變后轉(zhuǎn)變成的奧氏體γII而來����,該類奧氏體晶粒尺寸小、晶界多����,鐵素體形核點(diǎn)多、相變速率快���,優(yōu)先形成鐵素體����,在組織形貌中顯現(xiàn)出的鐵素體比例更高����。
2.4 模擬軋制對熱送熱裝組織的影響
模擬軋制作用下,熱裝溫度為760℃的鑄坯室溫顯微組織形貌如圖10 所示���,其組織類型仍為鐵素體+珠光體����。與圖9所示的未變形鑄坯組織相比���,軋制后的組織雖仍可區(qū)分出αI型與αII型鐵素體+珠光體�,但αI型鐵素體+珠光體的晶粒已得到明顯細(xì)化。產(chǎn)生這一細(xì)化現(xiàn)象的原因?yàn)椋簾崴瓦^程中未發(fā)生相變��,并在加熱爐內(nèi)繼續(xù)長大形成的超大尺寸一次奧氏體 γI�,以及熱送過程中已完成鐵素體相變、后在加熱爐內(nèi)重新轉(zhuǎn)變形成的二次奧氏體γII��,經(jīng)熱軋變形作用后均發(fā)生了奧氏體動(dòng)態(tài)再結(jié)晶�����。動(dòng)態(tài)再結(jié)晶使原本尺寸差異顯著的奧氏體晶粒重新分布且整體細(xì)化���,后續(xù)冷卻并發(fā)生鐵素體相變時(shí)�����,細(xì)化后的奧氏體晶界提供了更多形核點(diǎn),最終促成組織整體細(xì)化��。綜上可知���,熱軋過程中的奧氏體動(dòng)態(tài)再結(jié)晶能夠在一定程度上消除熱送過程中因鑄坯處于γ+α兩相區(qū)所導(dǎo)致的組織不均勻現(xiàn)象�����。
2.5 模擬冷裝過程
模擬冷裝過程的鑄坯經(jīng)加熱爐加熱后快速冷卻至室溫���,其顯微組織形貌如圖11所示����,組織類型為鐵素體+珠光體�。與圖9所示的模擬熱送熱裝未軋制試樣相比,冷裝工藝下的鑄坯組織均勻性更優(yōu)��,且晶粒細(xì)化程度更高��;與圖10所示的模擬熱送熱裝后熱軋?jiān)嚇酉啾?���,冷裝工藝的鑄坯組織狀態(tài)已十分接近熱軋后的細(xì)化效果,但從整體均勻性與晶粒細(xì)化程度來看���,冷裝工藝的組織質(zhì)量仍優(yōu)于熱送熱裝工藝�����。
3 工業(yè)化應(yīng)用
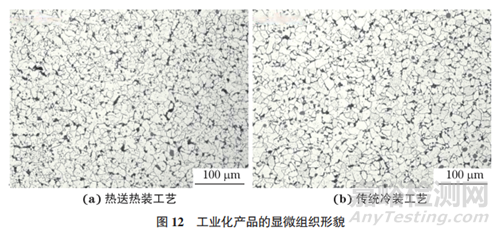
根據(jù)上述試驗(yàn)結(jié)果��,1215MS鋼實(shí)際熱送熱裝溫度應(yīng)選擇在鑄坯整體處于γ+α兩相區(qū)溫度以下����,即652℃以下。為驗(yàn)證該溫度區(qū)間的適用性�����,選取熱送熱裝溫度為600℃的φ6.5mm熱軋盤條�����,與冷坯加熱軋制的同等規(guī)格熱軋盤條進(jìn)行顯微組織形貌與力學(xué)性能對比�����。從顯微組織形貌來看(見圖12)���,兩種盤條經(jīng)高速線材軋機(jī)多道次軋制后�,組織均基本實(shí)現(xiàn)均勻化��,未出現(xiàn)明顯的組織差異����。從力學(xué)性能來看(見表2),熱送熱裝盤條與冷坯加熱盤條的力學(xué)性能基本保持一致����。由此可得出結(jié)論:1215MS 低碳硫系易切削鋼在γ+α兩相區(qū)以下溫度(如600℃)進(jìn)行熱送熱裝,不會(huì)對最終熱軋盤條的顯微組織形貌與力學(xué)性能產(chǎn)生不利影響���。
4 討論
根據(jù)熱裝溫度與γ→α相變溫度區(qū)間的對應(yīng)關(guān)系�,可將低碳硫系易切削鋼劃分為以下3種典型情況�����。
第一種情況:熱裝溫度高于鑄坯表面γ→α相變開始溫度888℃���。此時(shí)整個(gè)鑄坯內(nèi)部均處于完全奧氏體狀態(tài)�,進(jìn)入軋鋼加熱爐后無需重新形核���,僅在原有奧氏體晶粒的基礎(chǔ)上繼續(xù)長大��,最終形成的奧氏體晶粒尺寸由初始奧氏體長大程度決定����。
第二種情況:熱裝溫度處于鑄坯心部和表面γ→α相變對應(yīng)的兩相區(qū) 652~888℃�。該溫度區(qū)間內(nèi)���,鑄坯部分位置(如表面或靠近表面區(qū)域)已完成γ→α相變,而部分位置(如心部)仍處于奧氏體狀態(tài)��。進(jìn)入軋鋼加熱爐后����,已發(fā)生γ→α相變的區(qū)域需重新進(jìn)行α→γ相變形核與晶粒生長;未發(fā)生γ→α相變區(qū)域的原始奧氏體則直接在原有晶?���;A(chǔ)上長大。由于兩種區(qū)域奧氏體的生長(形核+長大/直接長大)時(shí)機(jī)與機(jī)制存在差異�,最終導(dǎo)致加熱過程中鑄坯內(nèi)部奧氏體晶粒呈現(xiàn)明顯的不均勻性。
第三種情況:熱裝溫度低于鑄坯γ→α相變完全結(jié)束對應(yīng)的表面溫度652℃��。此時(shí)鑄坯所有位置均已完成γ→ α相變�,進(jìn)入軋鋼加熱爐后,需在全區(qū)域重新進(jìn)行α→γ相變形核與晶粒生長���,最終形成的奧氏體均為二次奧氏體��。該類二次奧氏體從形核到長大的整體經(jīng)歷時(shí)間相對較短���,因此晶粒細(xì)小且分布均勻��,其相變過程與冷坯重新加熱的相變過程完全一致。
針對熱送熱裝溫度處于γ+α兩相區(qū)內(nèi)的情況���,經(jīng)軋制處理后���,鑄坯內(nèi)原本存在的兩種奧氏體均會(huì)發(fā)生動(dòng)態(tài)再結(jié)晶。這一過程可將熱軋前不均勻的粗大奧氏體晶粒轉(zhuǎn)變?yōu)榫鶆蚣?xì)小的等軸晶奧氏體�����。在后續(xù)冷卻過程中��,等軸晶奧氏體發(fā)生γ→α相變�����,鐵素體在奧氏體晶界處形核并長大�。最終,鑄坯可基本實(shí)現(xiàn)與冷裝坯料相似的組織狀態(tài)與力學(xué)性能�����。
5 結(jié)論
(1)當(dāng)?shù)吞剂蛳狄浊邢麂?1215MS熱送熱裝溫度處于γ+α兩相區(qū)溫度(652~888℃)時(shí),組織出現(xiàn)不均勻現(xiàn)象����;當(dāng)熱送熱裝溫度處于γ或α單相區(qū)溫度(大于888℃或小于652℃)時(shí),組織均勻性較好�。
(2)高溫軋制動(dòng)態(tài)再結(jié)晶可在一定程度上消除兩相區(qū)熱送熱裝引起的組織不均勻性,但整體效果仍不及冷裝�����。
(3)綜合考量生產(chǎn)順行��、熱送熱裝節(jié)奏�����,建議將低碳硫系1215MS易切削鋼的熱送熱裝溫度控制在652℃以下�����,工業(yè)化生產(chǎn)可實(shí)現(xiàn)與冷裝產(chǎn)品同等的組織和性能�。
作者:王翔1,徐士新2�,3,4���,呂迺冰2�,楊松1,劉珂2�,李濤4
單位:1. 首鋼貴陽特殊鋼有限責(zé)任公司;
2.首鋼集團(tuán)有限公司 技術(shù)研究院�;
3.北京工業(yè)大學(xué) 材料科學(xué)與工程學(xué)院��;
4.華北理工大學(xué) 冶金與能源學(xué)院
來源:《理化檢驗(yàn)-物理分冊》2025年第11期